Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Формирование электрических контактов
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
2.2.2. Формирование электрических контактов
Образование механических микроконтактов в фактических площадях контактов еще не гарантирует наличие в нем контакта электрического [4, 13]. Это обусловлено тем, что идеально чистая (ювенильная), металлическая поверхность существует только короткие моменты времени (доли секунды) в изломе металла или в первые мгновения после её механической обработки [4, 12, 13]. Очистка и предотвращение последующего возникновения поверхностного загрязнения деталей в технологических процессах сварки давлением в основном удаётся только в вакуумных устройствах [137...140]. В силу конструктивных особенностей таких устройств [141...144] использовать их при точечной сварке экономически и технологически не целесообразно.
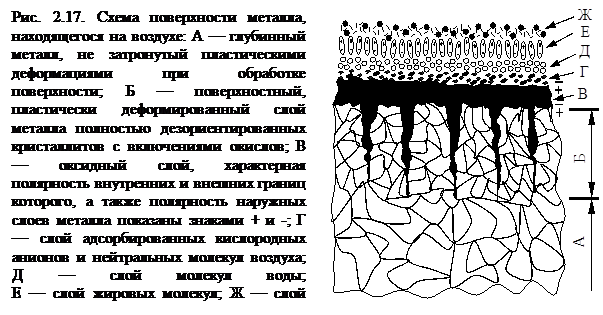 |
Реальные же поверхности свариваемых деталей всегда покрыты окисной пленкой, состав и толщина которой зависит от рода металла или сплава, от состава, давления и температуры газовой фазы, а так же от продолжительности их воздействия (рис. 2.17).
На поверхности окисных пленок возможно наличие адсорбированных газов, влаги и органических веществ, и прочих наслоений [3, 4, 12, 13, 145...151]. Последние значительно затрудняют сближение металлических поверхностей, так как вещество граничного слоя при сжатии приобретает упругость твердого тела [12, 148]. Поэтому фактическую площадь даже единичного контакта условно можно разделить на три (см. рис. 2.16). К первой, Аrм — относятся участки с металлическим контактом, в которых электрический ток протекает без заметного переходного сопротивления, как это имеет место между кристаллами в компактном металле. Ко второй, Аrпл — участки с квазиметаллическим контактом, поверхность которых покрыта тонкой пленкой, легко пропускающей ток благодаря туннельному эффекту [152] или фриттинг эффекту [13]. К третьей же, Аrмо— участки, не проводящие ток и покрытые мономолекулярными плёнками (окислы, сульфаты и т. п.), которые практически играют роль изоляторов [13, 152].
С целью создания наиболее благоприятных условий для формирования электрических контактов перед их сваркой, как правило, проводят специальную подготовку поверхностей деталей, например, травление с последующей пассивацией или механическую зачистку. При этом время хранения подготовленных деталей до сварки регламентируют. А непосредственно перед ней контролируют электрическое сопротивление участка электрод–электрод [7...17, 111...115].
Таким образом, формирование контактов электрод–деталь и деталь–деталь со стабильными параметрами представляет сложную задачу технологии точечной сварки, так как этот процесс зависит от большого числа факторов, параметры которых на практике зачастую носят случайный характер и имеют большой статистический разброс: от усилия сжатия электродов и геометрии их рабочих поверхностей; от макро- и микрогеометрии поверхностей деталей; сопротивления деформации металла микро- и макромасштабах; поверхностных пленок и др.
2.3. Электрическая проводимость зоны сварки.
Электрическая проводимость зоны сварки характеризуется электрическим сопротивлением участка электрод–электрод rЭЭ (рис. 2.18).
В общем случае, электрическое сопротивление участка электрод–электрод rЭЭ представляют в виде суммы последовательно соединенных активных сопротивлений собственно свариваемых деталей rД1 и rД2, сопротивлений контакта между ними rДД, а также сопротивлений контактов между деталями и электродами rЭД1 и rЭД2 [3, 16]:
![]() . (2.10)
. (2.10)
При сварке деталей равной толщины и из одного и того же материала эту зависимость можно упростить и записать в следующем виде:
![]() . (2.11)
. (2.11)
Для определения общего электрического сопротивления зоны сварки по зависимости (2.11) необходимо в любой момент процесса сварки опре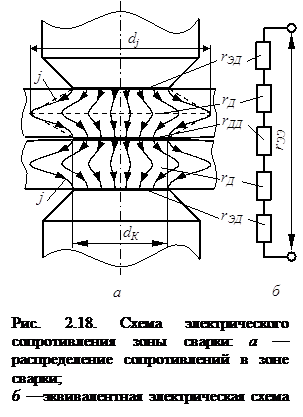 делить величину всех ее составляющих. Очевидно, что математически точно решить эту задачу вряд ли представляется возможным из-за чрезвычайно сложного влияния и взаимовлияния на проводимость зоны сварки параметров термодеформационных процессов, которые протекают в зоне сварки. Например, таких как нестационарный нагрев металла в зоне сварки, обусловленный процессами выделения теплоты и ее отвода в электроды и детали, изменение удельного сопротивления металла при нагреве, микропластические деформации в контактах деталь–деталь и электрод–деталь, макропластические деформации металла в зоне сварки и др. Поэтому в технологических расчетах величину электрического сопротивления зоны сварки определяют приближенно, в большинстве, по эмпирическим зависимостям.
делить величину всех ее составляющих. Очевидно, что математически точно решить эту задачу вряд ли представляется возможным из-за чрезвычайно сложного влияния и взаимовлияния на проводимость зоны сварки параметров термодеформационных процессов, которые протекают в зоне сварки. Например, таких как нестационарный нагрев металла в зоне сварки, обусловленный процессами выделения теплоты и ее отвода в электроды и детали, изменение удельного сопротивления металла при нагреве, микропластические деформации в контактах деталь–деталь и электрод–деталь, макропластические деформации металла в зоне сварки и др. Поэтому в технологических расчетах величину электрического сопротивления зоны сварки определяют приближенно, в большинстве, по эмпирическим зависимостям.
Похожие работы
... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев