Дьявол-фельдфебель закаливает характеры менеджеров
Критика сламывает любую строптивую натуру
Все должно делаться так, как надо, с самого начала
Ячеечная компоновка оборудования резко повышает эффективность и ускоряет внедрение новых изделий
Изменения не должны нарушить гармонию производства
Опоздание стоит слишком дорого
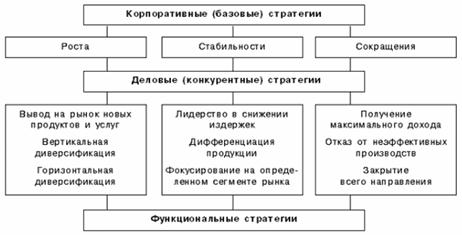
Для каждого из типов СХП формулируется соответствующая маркетинговая стратегия
Навигация
Ячеечная компоновка оборудования резко повышает эффективность и ускоряет внедрение новых изделий
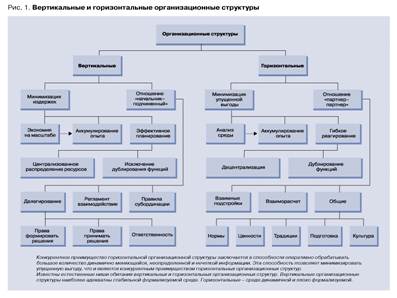
Формирование стратегии управления
46811
знаков
1
таблица
1
изображение
8. Ячеечная компоновка оборудования резко повышает эффективность и ускоряет внедрение новых изделий.
Все оборудование для выпуска однотипных или сходных продуктов должно быть сгруппировано от начала до конца техноцикла в одном месте (в одной ячейке).
В массовом производстве оборудование группировалось по его однотипности (в разных цехах). Ожидание очереди могло составлять до 95% всего времени на обработку изделия, из-за чего росли внутрипроизводственные запасы и замедлялся поток материалов. Переход на новую технологию или изделие требовал подчас останавливать до 30% мощностей.
Современный подход к размещению оборудования максимально убыстряет весь процесс выпуска новых изделий.
При ячеечной планировке заметно возрастают скорость и качество операции за счет более коротких потоков деталей и узлов, уменьшаются потери рабочего времени, внутрисменные – простои оборудования и внутрипроизводственные запасы, связанные с длительной переналадкой или тем, что одни виды заготовок должны ждать начала обработки дольше других. Каждая операция (при общем сокращении на 90% времени обработки) требует примерно одинакового времени.
Традиционная форма размещения оборудования, направленная на максимизацию индивидуальной выработки, была оправдана при высокой доле в стоимости продукции затрат труда рабочих. Теперь более эффективной становится, ячеечная расстановка оборудования, существенно повышающая фондоотдачу.
В идеале ячеечная компоновка имеет ярко выраженную «продуктовую» ориентацию – технологическая цепочка должна выпускать однотипную продукцию или семейство изделий. Но многие компании при ее внедрении не уделяют должного внимания продуктовой ориентации, и тогда для контроля за производством требуется сложная ЭВМ.
Важен и сам подбор оборудования – ячеечная компоновка не требует оборудования большой мощности или пропускной способности, однако часто подбирают его или принимают решения о перспективах развития приверженцы гигантомании.
При ячеечной компоновке станочный парк в целом уменьшается (иногда растет количество оборудования какого-то типа). Она создает новые возможности для привлечения работников к управлению, совмещения профессий, внедрения групповых форм организации труда.
Ячеечная компоновка – важнейшая материальная предпосылка создания действительно хозрасчетных комплексных бригад подрядного типа (по 12–25 человек), а не превращения цехов в комплексные бригады, аморфные образования, в которых хозрасчет становится фикцией, поскольку не происходит значительных изменений в управлении и организации труда.
«Дженерал электрик» на заводе в Солсбери, выпускающем коробки электронных прерывателей, упростила конструкцию изделия (в 22 раза), уменьшила число составных элементов (с 28.000 до 1.275), заменила цехи на бригады, ликвидировала все должности мастеров, начальников цехов и участков, инспекторов по контролю качества. В итоге за 1988 год производительность выросла на 20%, издержки снизились на 30%, запасы – с 2 недель до 2 дней, средний срок выполнения заказа – с 3 недель до 3 дней.
9. Готовность системы организации и управления к внедрению средств автоматизации.
В США обычно в качестве образцово-показательного приводится завод «Мазак» в Флоренсе, являющийся подлинной коллекцией ГПС, роботов, станков с ПУ, электронных КИП, аппаратуры связи т. п. стоимостью 5–20 млн. долларов каждая. Управляется вся эта техника центральной ЭВМ.
Основные выгоды в производительности и качестве можно получить и без внедрения этой дорогостоящей техники. Проблема – не в целесообразности затрат на приобретение оборудования, а в готовности системы организации и управления к его эффективному использованию. Компании с превосходным производством перед внедрением новой техники и технологии внедряют новое управленческое мышление на всех уровнях, во всех подразделениях.
Руководители со старым мышлением считают главным в автоматизации интеграцию многих станков, приборов, программного обеспечения-то есть всего того, что называется «островами автоматизации». Но это лишь малая часть проблем реального повышения эффективности автоматизации.
Заводы часто начинают модернизацию производства как серию независимых технические проектов, каждый из которых в отдельности снизит издержки или повысит качество на каком-то участке. Затем, для повышение эффективности всего производства, пытаются свести их в одно целое – связать «острова автоматизации». К сожалению, такой подход часто неприемлем, особенно для оборудования с компьютерным контролем.
Ни один из компонентов компьютерно-интегрированных систем сам по себе не будет прибыльным – ни системы автоматизированной разработки изделий, ни гибкие модули, ни автоматизированные системы сбора обработки данных. Только все вместе, работающие одновременно, они могут обеспечить расчетную рентабельность.
Так, ГПС являются по-настоящему гибким лишь для строго определенного семейства изделий или продуктов (для которых они и были разработаны и если предварительно не изменить методы организации производства, то потребуются огромные, затраты, чтобы сделать ГПС действительно гибкими, способными выполнить широкий круг операций. В Японии ГПС выпускает в среднем 93 различные детали или узла, в США – только 10–15. Многие ГПС в Америке не окупают себя из-за длительных простоев – обычное оборудование неспособно соревноваться с ними в быстродействии.
Чтобы стать конкурентоспособными, вовсе не обязательно добиваться такой высокой степени автоматизации, как на заводе «Мазак» (чем сложнее техника, тем выше издержки производства).
Новая организационная и управленческая культура значительно упрощает контроль производственных систем. Проблемы качества возникают редко, производственные процессы становятся более предсказуемыми и легче поддаются статконтролю, продолжительность работы станков ≥99%, переналадка оборудования занимает ~ 10 минут. В таких условиях автоматизировать производство значительно легче, проще и главное – намного дешевле.
Похожие работы


... по производству - 12575 тыс. рублей Рис. 8.1. Норматив производственных запасов по подразделениям. Глава 3. Разработка основных элементов стратегии управления снабжением на ООО «Стройсервис». 3.1. Разработка перспективной организационной структуры управления сбытовых подразделений предприятия на основе интегрированной логистики. Современная экономика России все в большей степени ...
... политики, но и от специфики работы организации. Каждая организация индивидуальна и у каждой организации свой, специфичный подход к определению кадровых мероприятий. 2. Стратегия управления персоналом В современных условиях степень самостоятельности и ответственности организаций значительно возрастает. Основная часть решений, касающихся производства, сбыта продукции, установления контактов с ...

... · неумелое управление предприятием. 3.Проектная часть. На основе рассмотренных теоретического и аналитического разделов, попытаемся разработать и обосновать методы решения вопросов усовершенствования стратегии управления инновациями на предприятии Краснодонского молокозавода. Особое внимание в данном разделе уделим стратегии управления инновациями на производстве. Динамичное развитие ...
... системы (финансовые, временные, материальные, возрастные, социальные); доступность, полнота и обоснованность используемой информации; образование управляющих; взаимосвязь с внешней средой. Составляющими стратегии управления персоналом являются: отбор персонала, включающие планирование потоков рабочей силы; развитие персонала. Следует учитывать, что данная взаимосвязь получает разные ...
0 комментариев