Навигация
Планирование дискретного производства
94425
знаков
3
таблицы
18
изображений
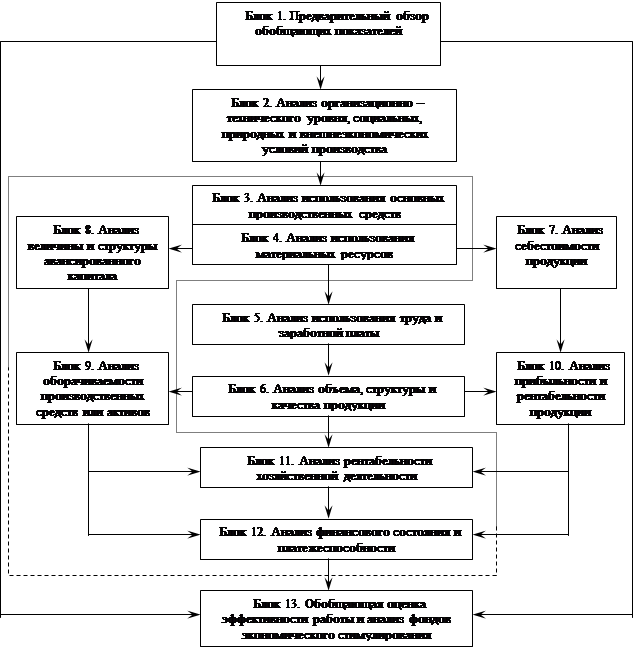
10. Планирование дискретного производства
Рассказать о 2-х видах систем операционного планирования
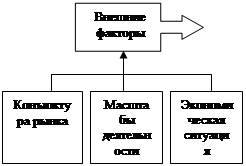
Структура выталкивающей системы планирования на уровне межцехового планирования показана на рис. 1.
В рассматриваемой структуре процессом централизованного планирования охвачен каждый цех: цех получает конкретные месячные задания и отчитывается об их выполнении перед центральными органами планирования заводоуправления. Готовую продукцию цех передает на межцеховый склад. При таком планировании цех и центральные органы планирования интересует только выполнение сроков и объемов планового задания. Каждый отдельный цех при этом существует как бы изолированно. Его не интересует, что будет с продукцией, которую он отправляет на промежуточный склад. Его также не интересует, есть ли там остатки продукции от предыдущего месяца, или промежуточный склад пуст. Ясно, что в случае наличия остатков в системе возникает перенакопление. Такое явление может быть обнаружено повсеместно, поэтому считается, что этот вид планирования, если не принимать специальных мер, ведет к перенакоплению запасов (заделов) в системе. С другой стороны, в случае задержки выполнения плановых заданий могут возникать перерывы, основой которых является отсутствие полуфабрикатов на питающих промежуточных складах.
В бывшем Советском Союзе этот вид планирования был единственным. В условиях рыночной экономики такой вид планирования используется на заготовительных предприятиях и предприятиях, производящих стандартизованную продукцию широкого назначения.
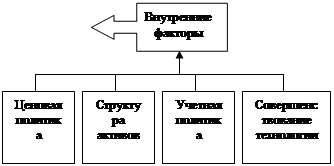
Структура вытягивающей системы планирования показана на рис. 2.
Система планирования этого вида предполагает расчет и создание на его основе величин оборотных заделов на всех рабочих
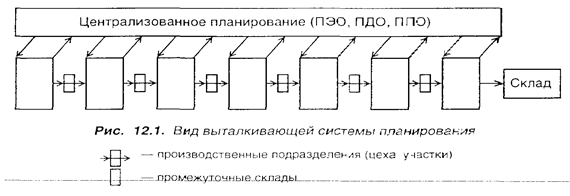

Рис. 2. Планирование «точно вовремя»
местах. Значения этих заделов определяются средней потребностью в конкретных изделиях, изготавливаемых данным предприятием, на короткий отрезок бремени — от месяца до трех. Процессом изготовления изделий управляет центральный плановый орган, который формирует график сборки конечных изделий и спускает его на главный сборочный конвейер. Главный сборочный конвейер отбирает необходимые полуфабрикаты в соответствии с графиком сборки с ближайших промежуточных складов. Изъятые с этих складов полуфабрикаты восполняются цехами-поставщиками полуфабрикатов. В свою очередь, для того чтобы восполнить изъятое, они должны будут забрать полуфабрикаты от предыдущих изготовителей и т. д. Процесс распространяется в обратном движению материального потока (технологическому процессу изготовления изделий) направлении. Информационным сообщением, дающим право забрать требуемые полуфабрикаты, на любой ступени процесса являются карточки «КАНБАН». Эти же карточки выполняют роль плановых заданий на рабочих местах, в цехах-изготовителях.
Рассматриваемый вид системы планирования находит распространение в массовом производстве. основанном на комбинировании модулей, что создает возможность выпускать широкую гамму разнообразных изделий и тем самым удовлетворять разнообразный спрос.
Разница этих двух видов систем планирования базируется на том, что эти виды систем планирования имеют в своей основе различные ритмы, определяющие движение материального потока. Системы выталкивающего вида в основе всех плановых расчетов используют постоянное значение среднерасчетного ритма изготовления продукции. Возможность использования постоянного значения среднерасчетного ритма вытекает из того, что плановым периодом для системы этого вида является годовой период. Как мы отметили вьше, системы вытягивающего вида в качестве плановых периодов для определения величин средних оборотных заделов рассматривают периоды от месяца до трех, оперативное же рассматривает значительно меньшие плановые периоды, вплоть до смены, поэтому значения среднерасчетных ритмов в этих системах переменны.
Выталкивающая система оперативного планирования
Система ОПП серийного производства реализуется при централизованном плакировании в планово-диспетчерских отделах (ПДО) или в планово-экономических отделах (ПЭО) заводоуправления, при децентрализованном планировании — в цехах или на участках. В зависимости от принятых планово-учетных единиц различают:
1) подетальную, 2) комплектную; 3) позаказную системы планирования.
Видно, что система планирования получает название по избранной для целей планирования учетной единице (деталь, комплект, заказ). Пояснения требует комплектная система. которая в качестве планово-учетной единицы представляет комплект деталей. Различают: 1) комплектно-узловую систему— комплект состоит из деталей, входящих в один узел или даже в целое изделие: 2) комплектно-групповую систему — в группу объединяются детали различных узлов, но имеющие одинаковые КПН (сбережения выпуска, ритмы партий). Дифференциация плановых периодов в дискретных типах производства предполагает планирование до часа, а в единичном производстве — до пяти дней, смены.
ОПП состоит из двух этапов. Первый этап—это разработка оперативных планов и графиков изготовления и выпуска продукции, он называется оперативно-календарным планированием (ОКП). Второй этап связан с контролем и регулированием выполнения оперативных планов или хода производства и называется диспетчированием.
По охвату производственного процесса в пространстве ОПП делится на заводское (межцеховое) и цеховое планирование. Заводское планирование заключается в разработке, контроле и учете планов го заводу в целом и по отдельным цехам, а цеховое планирование — в составлении, учете и контроле выполнения планов по цеху в целом, отдельным участкам и бригадам вплоть до рабочих мест. Планирование осуществляется соответствующими службами заводоуправления и цехов. Этими же службами реализуются основные функции планирования, которые различаются лишь степенью детализации планов (для завода— цех, для цеха — участок, бригада, рабочее место).
В серийном производстве основной особенностью ОКП является необходимость обеспечения строгой повторяемости изготовления партий деталей, сборки узлов и изделий. Поэтому межцеховое планирование начинается с расчета КПН на основе использования постоянного значения среднерасчетного ритма r. В серийном производстве к КПН относятся:
1) размеры партий (n) и ритмов (R) запуска—выпуска партий изделий:
2) длительность производственных циклов обработки партий деталей, сборки узлов (Тц_);
3) опережение запуска (О3) и выпуска (ОВ) партий деталей;
4) размеры заделов (Н).
Расчет размеров и ритмов партий деталей. Размер партий является основой расчета КПН, от него зависят величины всех остальных нормативов, в частности: 1) величина нормативной длительности производственного цикла и календарных опережений в работе последовательных производственных звеньев; 2) сроки запуска деталей в обработку, их выпуска и комплектования перед сборкой, которые используются при построении календарных планов; 3) величина нормативного среднего уровня незавершенного производства и величины переходящих заделов на конец планового периода.
Рассмотренный подход к определению п основан на учете составляющих затрат в денежной форме. В то же время большой интерес для операционных менеджеров представляет влияние временных затрат на величину размера партии. Это связано с тем, что в настоящее время большинство предприятий, диверсифицируя портфель заказов, стремится работать небольшими размерами партии. Однако стремление работать небольшими партиями встречает ограничение, связанное с возрастанием совокупной длительности производственного цикла изготовления изделия, в основе которого лежит рост суммарных затрат на переналадку оборудования.
Как осуществляется расчет длительности производственного цикла
Расчет длительности производственного цикла обработки партий деталей, сборки узлов. Знать величину Тц в серийном производстве необходимо для определения размеров НЗП, для расчета опережений и сроков запуска—выпуска партий деталей. Расчет Тц можно проводить аналитически, графически и графо-аналитически (для сборочных процессов).
Аналитический метод
За основу берется расчет, который соответствует последовательной обработке партий деталей на технологических операциях:

где n — размер партии;
Коп— количество операций;
tшкj— штучно-калькуляционное время на j-операции;
Рвыпj— процент выполнения норм времени;
qpmj— число рабочих мест на операции;
tмо— межоперационное время;
te— время естественных процессов (сушка, старение и т. д.).
Штучно-калькуляционное время (tшк) состоит из нормы времени обработки одной штуки и нормы подготовительно-заключительного времени, приходящегося на партию в целом, отнесенного к эазмеру партии. Штучно-калькуляционное время задается таблично или, при отсутствии табличных данных, расчет tшк ведется на основе установленного процента времени на подготовительно-заключительные действия (Рпз) от нормы штучного времени (tшк).
Межоперационное время tмо складывается из времени транспортировки tтр, контроля tкон и пролеживания t прол
Обычно Тсм и Ксм— величины постоянные, а количество мест qpmна каждой операции равно единице.
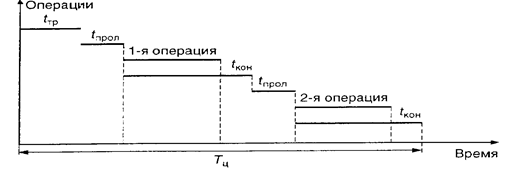
Рис. 3. График Тц для последовательной обработки партии деталей по операциям
![]()
В том случае, когда операции выполняются параллельно, с различной степенью перекрытия, в выражение добавляется коэффициент параллельности f равный 0,3—0,9. Тогда расчетное выражение примет вид:

Из всех составляющих длительности производственного цикла наибольшую сложность составляет определение t мо. Значение остальных составляюших определяется сравнительно легко.
Литература:
Козловский В.А. и др. Производственный и операционный менеджмент.
Учебник – СПб: «Специальная Литература», 1998. с. 276
Похожие работы
... человека-оператора как элемент оборудования. В данном методе сохраняется механико-инженерная ориентация. На сегодняшний день это наилучший метод организации производственного процесса, применяемый в операционном менеджменте. 2. Охарактеризуйте каждый из этапов одного из методов изучения работы SREDIM. Изучение методов работы — это системный подход к организации и улучшению способов выполнения ...

... продукцию в значительной степени зависит от изменения цен на топлива и энергоносители. Указанные обстоятельства позволили автору сделать вывод о том, что применительно к управлению рисками инвестиционных проектов в пищевой промышленности фундаментальный анализ второго уровня должен отличаться от классического (при использовании того же инструментария). Автор считает, что этот анализ не должен ...

... можно найти не только в производстве, но и в других областях деятельности, таких, например, как хорошо организованный компьютерный центр. Литература: Козловский В.А. и др. Производственный и операционный менеджмент. Учебник – СПб: «Специальная Литература», 1998. с. 105 Макаренко М.В., Махалина О.М. Производственный менеджмент: Учеб. пособие для вузов.- М.: «Издательство ПРИОР», 1998. ...
... - завышенные операционные финансовые потребности. В ходе выполнения практической части работы по данным направлениям были сделаны следующие предложения. 1. Разработана методика управления оборотными средствами предприятия с помощью системы показателей. 2. Не целесообразно привлекать краткосрочный кредит банка. 3. Мероприятия по совершенствованию организации производства, в основном, ...
0 комментариев