Краткие теоретические сведения
Организация поточных линий
Классификация затрат на производство продукции
Расчет экономической эффективности капитальных вложений
Общие положения по выполнению и оформлению курсовой работы
Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
Расчет заделов на поточной линии
Экономическое обоснование совершенствования технологических операций механической обработки деталей
Затраты на содержание и эксплуатацию технологического оборудования
Затраты на заработную плату основных производственных рабочих с отчислениями на социальные нужды
Полная себестоимость механической обработки детали
Расчет снижения трудоёмкости и повышения производительности труда в проектном варианте обработки детали
Навигация
Краткие теоретические сведения
Организация производства и менеджмент
53212
знаков
5
таблиц
3
изображения
1. Краткие теоретические сведения
1.1 Организация поточного производства1.1.1 Характеристика поточного производства
Поточные формы работы наибольшее распространение получили в массовом производстве. Если одна и та же деталь многократно используется в одном или в нескольких изделиях, то производство такой детали удобно организовывать по принципу потока.
Поточное производство – это такое производство, при котором все рабочие места являются специализированными и располагаются в соответствии с ходом технологического процесса.
Для обеспечения непрерывности поточного производства, время выполнения каждой операции на поточной линии должно быть либо равным, либо кратным всем остальным операциям 2:4; 4:8; 6:3; 3:9; и т. д.
В условиях поточного производства используется параллельный способ обработки деталей, и процесс осуществляется непрерывно при синхронной передаче их с одного рабочего места на другое.
В условиях поштучной передачи деталей с одного рабочего места на другое, интервал времени между двумя последовательными их выпусками с поточной линии называется тактом точной линии.
Такт (r) – основной параметр поточной линии. Он непосредственно зависит от годовой программы выпуска изделий (![]() ) и эффективного фонда рабочего времени поточной линии (
) и эффективного фонда рабочего времени поточной линии (![]() ).
).
 (1.1)
(1.1)
Если передача деталей (изделий) на поточной линии осуществляется партиями, то вводится понятие такта выпуска передаточных партий или ритма поточной линии R = r ∙ р (p – размер передаточной партии деталей, шт.).
1.1.2 Виды поточных форм работы
Поскольку на предприятиях складываются различные производственные условия, связанные с изменением объемов производства, номенклатуры выпускаемой продукции и с другими факторами, то все поточные линии не могут быть созданы по одному образцу и подобию. Возникает необходимость в различных формах поточной работы.
Различают две основные формы поточного производства: непрерывно-поточная и прерывно-поточная (прямоточная).
Непрерывно-поточная форма является наиболее совершенной и характеризуется тем, что нормы времени на всех операциях поточной линии равны или кратны друг другу и равны такту поточной линии (r). Предметы труда перемещаются с одного рабочего места на другое без пролеживания, каждая операция закреплена за определенным рабочим местом. Все рабочие места располагаются строго в соответствие с ходом технологического процесса. Прохождение деталей (изделий) от первого рабочего места до последнего на поточной линии не прерывается. Простои рабочих мест исключаются.
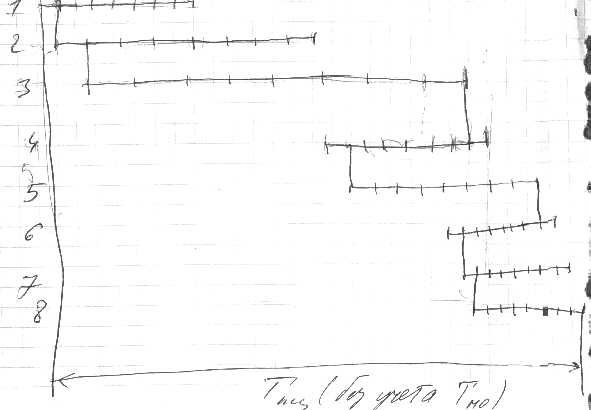
Прерывно-поточная (прямоточная) форма поточного производства применяется в тех случаях, когда в силу обстоятельств объективного характера не удается полностью уровнять нормы времени на всех операциях, или хотя бы достичь их кратности.
В таком случае возможны периодические простои отдельных рабочих мест. Ритмичность работы прямоточной линии достигается тем, что в течение определенного периода времени на каждой операции производится одинаковое количество изделий (деталей). Это достигается созданием межоперационных оборотных заделов между смежными операциями, имеющими разную продолжительность. С целью наиболее полной загрузки рабочих мест допускается многостаночное обслуживание нескольких, даже несмежных операций.
Поддержание расчетного такта на поточных линиях может быть регламентированным (принудительным) и свободным. Примером поточной линии с принудительным (регламентированным) поддержанием расчетного такта является конвейер, скорость которого согласована с длительностью выполнения операций на отдельных рабочих местах. Свободное поддержание расчетного такта применяется на прерывно-поточных линиях, где скорость передачи деталей (изделий) с одного рабочего места на другое поддерживается самими рабочими.
Поточные линии могут распространяться на ряд участков (например, сборочный конвейер цеха) или ограничиваться пределами участка. Также поточные линии могут носить характер общезаводского сквозного потока, когда все производственные операции от поступления материалов в обработку до сдачи готовых изделий на склад выполняются на поточных линиях.
В зависимости от количества наименований изделий, закрепленных за поточной линией, существуют однопредметные и многопредметные поточные линии.
Однопредметные поточные линии создаются тогда, когда производственная программа по данному изделию по своей трудоемкости достаточна для полного использования фонда рабочего времени поточной линии.
Многопредметные поточные линии создаются тогда, когда трудоемкость одного изделия не обеспечивает необходимую нагрузку поточной линии. Непременным условием создания многопредметной поточной линии является однотипность технологических процессов обработки закрепляемых за линией изделий.
Многопредметные поточные линии в свою очередь подразделяются на групповые и переменно-поточные линии.
Групповые линии – здесь обрабатываются или собираются разные детали или узлы по одинаковому технологическому процессу на одном и том же оборудовании.
Переменно поточные линии – на таких линиях обрабатываются или собираются изделия различных наименований и типоразмеров с одинаковыми или сходными технологическими процессами, последовательно чередующимися партиями. Запуск партий осуществляется с необходимым для производства чередованием.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев