Навигация
Организация производства и менеджмента в машиностроении
23218
знаков
9
таблиц
1
изображение
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине
Организация производства и менеджмента в машиностроенииСтудент Кудряшов Д. В.
группа 9541д БФ-2
шифр 94711
Преподаватель Степанов В. П.
МОСКВА
1999
Исходные данные.
Наименование детали - вал.
Материал - сталь 07Х21Г7АН5.
Масса - 3,6 кг.
Заготовка - прокат Æ40х583.
Масса - 5,8 кг.
Годовой объем выпуска - 2000 шт.
1. Организация производства.
Определение типа производства и обоснование формы организации производственного процесса.
Тип производства устанавливаем по коэффициенту закрепления операции (hзо), для этого рассчитаем средний производственный такт (tс) и среднее штучное время изготовления детали по всем операциям (tшс).
 ,
, ![]() ,Fд = Fн×hр ,
,Fд = Fн×hр ,
Fн = (FрдТсм - Fnn×Tск)×n×60 , ,
,
где Fн - номинальный фонд рабочего времени оборудования в плановом периоде, мин;
Fд - действительный фонд рабочего времени оборудования, мин;
Nг - годовой объем выпуска деталей, шт.;
n - число рабочих смен в день;
Fрд, Fnn - количество рабочих и праздничных дней в году;
Тсм - продолжительность рабочей смены;
Тск - количество часов, на которое сокращается рабочая смена в предпраздничные дни;
hр - коэффициент, учитывающий потери времени на ремонт оборудования;
tшi - норма штучного времени на i-ой операции;
m - число операций.
Fн = (252 × 8 - 8 × 1) × 2 × 60 = 240900 мин.
Fд = 240900 × 0,97 = 233673 мин.
![]()
tшс = ![]()
hзо = ![]() < 10 - крупносерийное производство, учитывая, что hзо>2 и по программе задана одна деталь, проектируем участок серийного производства.
< 10 - крупносерийное производство, учитывая, что hзо>2 и по программе задана одна деталь, проектируем участок серийного производства.
1.2. Организация участка серийного производства.
Определяем месячный объем выпуска детали:
 ,
,
где Nг - годовой объем выпуска деталей, шт.;
Fдсм, Fдсг - соответственно годовой и месячный действительный фонд времени работы оборудования, мин.
![]() шт.
шт.
Рассчитаем предварительный размер партии деталей:

где tпз - подготовительно-заключительное время, мин.;
tш - штучное время, мин.;
hдп - коэффициент допустимых потерь на переналадку оборудования.
![]() шт.
шт.
Учитывая, что количество деталей в партии должно быть кратным месячному объему выпуска, принимаем hд=17 шт.
Устанавливаем, сколько раз в течение месяца будет повторяться запуск этой партии:

![]() раз.
раз.![]()
Рассчитываем периодичность (ритм) запуска:
 ,
,
где Fрд - количество рабочих дней в плановом периоде.
![]() дня.
дня.
Уточняем размер партии деталей и число запусков этой партии в течение месяца:
 ,
,
![]() шт.,
шт.,![]() раз.
раз.
Рассчитываем штучно-калькуляционное время по каждой операции:

tк1 = 1,1 + 6/16 = 1,45 мин.
tк2 = 26,4 + 15/16 = 27,28 мин.
tк3 = 46,2 + 15/16 = 47,08 мин.
tк4 = 24,4 + 12/16 = 25,11 мин.
tк5 = 51,2 + 15/16 = 52,08 мин.
tк6 = 6,6 + 3/16 = 6,78 мин.
tк7 = 10,6 + 12/16 = 11,31 мин.
tк8 = 1,2/16 = 0,07 мин.
Учитывая тип производства, форму организации производственного процесса и необходимость сокращения Ттц, выбираем параллельно-последовательный вид движения партии деталей.
Рассчитываем длительность производственного цикла изготовления партии деталей при параллельно-последовательном способе передачи деталей с операции на операцию:
 ,
,
где n - число смен;
Тсм - продолжительность одной смены, мин.;
nд - число деталей в партии;
nтр - величина транспортной партии;
m - количество операций;
tкi - штучно-калькуляционное время обработки на i-ой операции, мин;
Sni - количество параллельно-работающих мест на i-ой операции;
tмо - время межоперационного пролеживания партии деталей, мин.;
tест - время естественных процессов, мин.
 - наименьшее соотношение для каждой пары смежных операций технологического процесса.
- наименьшее соотношение для каждой пары смежных операций технологического процесса.
![]()
![]()
![]() раб. дня.
раб. дня.
Строим соответствующий график по всем операциям технологического процесса (без учета времени межоперационого пролеживания), рис. 1.2.1.
Рассчитываем общую величину задела:
Zo = Nд × Тц ,
где Nд - дневной выпуск деталей по заданию, шт.;
Тц - длительность производственного цикла изготовления партии деталей, календарные дни.
Zo = 8 × 3,5 = 28 шт.
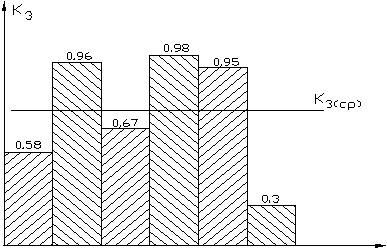
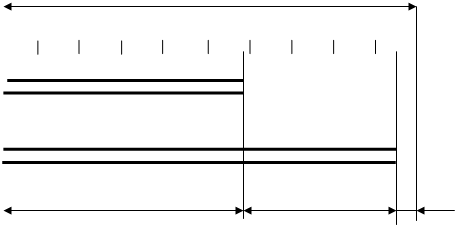
На основе результатов всех предыдущих расчетов составляем план-график (“стандарт-план”) запуска и выпуска партии деталей с эпюрами движения циклового задела на участке (рис.1.2.2.).
Рассчитываем количество рабочих мест по каждой операции и соответствующие коэффициенты их использования:
 ,
, .
.
Sp1=1,45 × 2000/233673 = 0,012, Sп1=1, hис1=0,012;
Sp2=27,28 × 2000/233673 = 0,23, Sп2=1, hис2=0,23;
Sp3=47,08 × 2000/233673 = 0,40, Sn3=1, huc3=0,40;
Sp4=25,11 × 2000/233673 = 0,21, Sn4=1, huc4=0,21;
Sp5=52,08 × 2000/233673 = 0,45, Sn5=1, huc5=0,45;
Sp6=6,78 × 2000/233673 = 0,06, Sn6=1, huc6=0,06;
Sp7=11,31 × 2000/233673 = 0,10, Sn7=1, huc7=0,10;
Sp8=0,07 × 2000/233673 =0,0006, Sn8=1, huc8=0,0006.
Определяем расчетное количество рабочих на каждой операции:
 ,
,
где Fдс - действительный годовой фонд времени работы оборудования, час;
Sn - принятое количество рабочих мест;
Fдр - действительный годовой фонд рабочего времени одного рабочего, час;
hпр - коэффициент, учитывающий потери рабочего времени рабочих в связи с отпусками и болезнями;
hис - коэффициент использования рабочих мест;
hм - коэффициент многостаночного обслуживания.
![]() ,
,![]() ,
,
где Fн - номинальный фонд времени рабочего.
Fн = 252 × 8 - 8 × 1 = 2008 час;
Fдр = 2008 × 0,9 = 1808 час;
Wр1 = 3895 × 0,012/1808 × 1,3 = 0,02 чел.Wп1 = 2 чел.;
Wр2 = 3895 × 0,23/1808 × 1,3 = 0,38 чел. Wп2 = 2 чел.;
Wр3 = 3895 × 0,40/1808 × 1,3 = 0,66 чел.Wп3 = 2 чел.;
Wр4 = 3895 × 0,21/1808 × 1,3 = 0,35 чел.Wп4 = 2 чел.;
Wр5 = 3895 × 0,45/1808 × 1,3 = 0,75 чел.Wп5 = 2 чел.;
Wр6 = 3895 × 0,06/1808 × 1,3 = 0,10 чел.Wп6 = 2 чел.;
Wр7 = 3895 × 0,10/1808 × 1,3 = 0,10 чел.Wп7 = 2 чел.;
Wр8 = 3895 × 0,0006/1808 × 1,3 = 0,001 чел.Wп8 = 2 чел.
Определяем коэффициент использования рабочих:

hир1= 0,02;
hир2= 0,38;
hир3= 0,66;
hир4= 0,35;
hир5= 0,75;
hир6= 0,10;
hир7= 0,10;
hир8= 0,001.
Сведем полученные расчеты в общую таблицу:
Таблица 1.2.1.
| № опер. | Наименование операции | Ткi мин. | Sрi
| Sпi | hисi | Wрi | Wпi | hирi |
| 1 | Заготовительная | 1,45 | 0,12 | 1 | 0,12 | 0,02 | 2 | 0,02 |
| 2 | Токарная | 27,28 | 0,23 | 1 | 0,23 | 0,38 | 2 | 0,38 |
| 3 | Токарная | 47,08 | 0,40 | 1 | 0,40 | 0,66 | 2 | 0,66 |
| 4 | Шлифовальная | 27,11 | 0,21 | 1 | 0,21 | 0,35 | 2 | 0,35 |
| 5 | Шлицефрезерная | 51,08 | 0,45 | 1 | 0,45 | 0,75 | 2 | 0,75 |
| 6 | Слесарная | 6,78 | 0,06 | 1 | 0,06 | 0,10 | 2 | 0,10 |
| 7 | Токарная | 11,31 | 0,10 | 1 | 0,10 | 0,10 | 2 | 0,10 |
| 8 | Маркировочная | 0,07 | 0,0006 | 1 | 0,0006 | 0,001 | 2 | 0,001 |
| Итого | S=1,57 | S=8 | hср=0,2 | S=2,36 | S=16 | hср=0,3 |
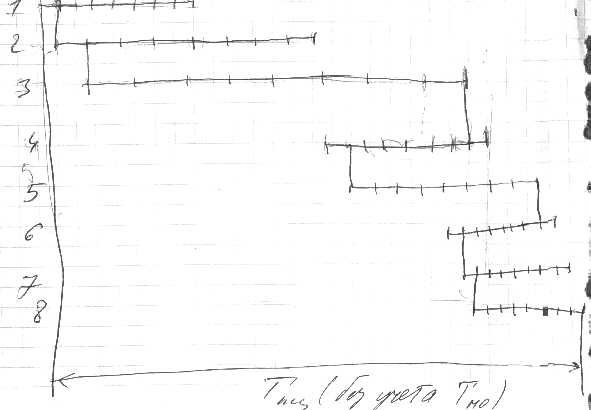
Рис. 1.2.1. График параллельно-последовательного движения партии деталей по всем операциям технологического процесса (без учета времени межоперационого пролеживания).
| вал | Наименование детали |
| 172 | Месячный выпуск (шт.) |
| 8 | Дневной выпуск (шт.) |
| 16 | Колич.-во деталей в партии (шт.) |
| 3,5 | Длит. производст. цикла Тц (дн.) |
| 2 | Период повтора запуска (дн.) |
| 28 | Колич.-во деталей на начало месяца |
Экономика производства.
Похожие работы
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...

... – условно-годовая экономия или ожидаемая прибыль от снижения себестоимости продукции. 2. Общие положения по выполнению и оформлению курсовой работы Курсовая работа по дисциплине «Организация производства и менеджмент» выполняется студентами 5-го курса очной формы обучения и 6-го курса вечерней и заочной форм обучения специальности 150102 «Металлообрабатывающие станки и комплексы». В ...
... Подразделы: 1 освоение производства новых видов и повышение качества продукции 2 внедрение прогрессивной технологии, механизации и автоматизации производства 3 совершенствование организации труда 4 совершенствование управления, планирования и организации производства 5 капитальный ремонт и модернизация основных фондов 6 мероприятия по экономии сырья, материалов, топлива, энергии 7 ...
... производства – торговля, а именно торговая организация ООО «Уралресурсы». Как такового автоматизированного производства на данном предприятии нет, а в качестве примере будут рассмотрены автоматизированные систему управления. 2. Информационные системы, применяемые в ООО «Уралресурсы» Рассмотрение данного вопроса начнем с характеристики деятельности общества. 2.1 Характеристика деятельности ...
0 комментариев