Навигация
ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
42928
знаков
2
таблицы
9
изображений
4.8 ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
Применяется, когда требуется представить, что происходит с одной из переменных величин, если другая переменная изменяется, и проверить предположение о взаимосвязи двух переменных величин.
Диаграмма рассеяния используется для изучения возможной связи между двумя переменными величинами. Глядя на диаграмму рассеяния нельзя утверждать, что одна переменная служит причиной для другой, однако диаграмма проясняет, существует ли связь между ними и какова сила этой связи. Диаграмма рассеяния строится в таком порядке: по горизонтальной оси откладываются измерения величин одной переменной, а по вертикалькой оси - другой переменной. Вид типичной диаграммы рассеяния представлен на рис. 8.
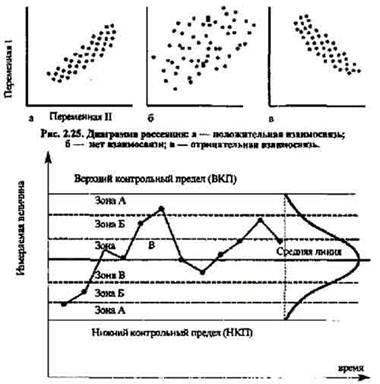
Рис 8 Диаграмма рассеяния
4.9 КОНТРОЛЬНАЯ КАРТА
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г.
Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда, кто, на каком оборудовании получал брак в прошлом.
Однако в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г.
Карты, которые используются при принятии решений, называются кумулятивными.
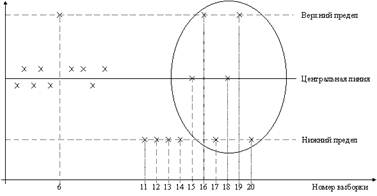
Контрольная карта (рис 9) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
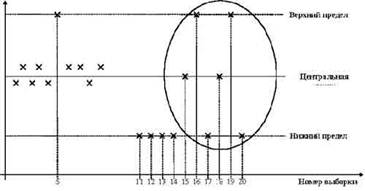
Рис 9 Контрольная карта
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разладке технологического процесса могут служить:
· выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
· расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
· сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной. Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Контролироваться должны естественные колебания между пределами контроля. Нужно убедиться, что выбран правильный тип контрольной карты для определенного типа данных. Данные должны быть взяты точно той последовательности, как они собраны, иначе они теряют смысл. Не следует вносить изменений в процесс в период сбора данных. Данные должны отражать, как процесс идет естественным образом. Контрольная карта может указать на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции.
Существуют два основных типа контрольных карт: для качественных признаков (годен - негоден) и для количественных признаков. Для качественных признаков возможны четыре вида контрольных карт:
· V - карта (число дефектов на единицу продукции)
· С - карта (число дефектов в выборке)
· Р - карта (доля дефектных изделий в выборке)
· NP - карта (число дефектных изделий в выборке)
При этом в первом и третьем случаях объем выборки является переменным, а во втором и четвертом - постоянным.
Таким образом, целями применения контрольных карт могут быть:
1. выявление неуправляемого процесса
2. контроль за управляемым процессом
3. оценивание возможностей процесса
Обычно подлежит изучению следующая переменная величина (параметр процесса) или характеристика:
· известная важная или важнейшая
· предположительная ненадежная
· по которой нужно получить информацию о возможностях процесса
· эксплуатационная, имеющая значение при маркетинге
При этом не следует контролировать все величины одновременно. Контрольные карты стоят денег, поэтому нужно использовать их разумно:
· тщательно выбирать характеристики
· прекращать работу с картами при достижении цели
· продолжать вести карты только тогда, когда процессы и технические требования сдерживают друг друга
Необходимо иметь в виду, что процесс может быть в состоянии статистического регулирования и давать 100% брака. И наоборот, может быть неуправляемым и давать продукцию, на 100% отвечающую техническим требованиям. Контрольные карты позволяют проводить анализ возможностей процесса.
Возможности процесса - это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям.
4.10 МЕТОДЫ ТАГУЧИ
В конце 60-х годов японский специалист по статистике Тагучи завершил разработку идей математической статистики применительно к задачам планирования эксперимента и контроля качества. Совокупность своих идей Тагучи назвал "методом надежного проектирования".
Тагучи предложил характеризовать производимые изделия устойчивостью технических характеристик. Он внес поправку в понятие случайного отклонения, утверждая, что существуют не случайности, а факторы, которые иногда трудно поддаются учету.
Важное отличие методов Тагучи заключается в отношении к основополагающим характеристикам произведенной продукции - качеству и стоимости. Отдавая приоритет экономическому фактору (стоимости), он тем не менее увязывает стоимость и качество в одной характеристике, названной функцией потерь.
При этом одновременно учитываются потери как со стороны потребителя, так и со стороны производителя. Задачей проектирования является удовлетворение обеих сторон.
Тагучи создал надежный метод расчета, использовав отношение сигнал - шум, применяемое в электросвязи, которое стало основным инструментом инжиниринга качества.
Тагучи ввел понятие идеальной функции изделия, определяемой идеальным отношением между сигналами на входе и выходе. Факторы, являющиеся причиной появления отличий реальных характеристик продукции от идеальных, Тагучи называет шумом.
Специалист, использующий методы Тагучи, должен владеть методами предсказания шума в любой области, будь то технологический процесс или маркетинг.
Внешние шумы - это вариации окружающей среды:
· влажность
· пыль
· индивидуальные особенности человека и т. д.
Шумы при хранении и эксплуатации - это старение, износ и т. п. Внутренние шумы - это производственные неполадки, приводящие к различиям между изделиями даже внутри одной партии продукции. При перенесении своего метода из лабораторных в реальные условия Г. Тагучи использует для характеристики отношения сигнал - шум показатель устойчивости, понимаемый как высокая повторяемость реагирования. Расчет устойчивости характеристик проводится в инжиниринге качества не сложными и трудоемкими методами, а на основе нового метода планирования эксперимента с использованием дисперсного анализа.
Заключение
Все большее освоение новой для нашей страны экономической среды воспроизводства, т.е. рыночных отношений, диктует необходимость постоянного улучшения качества с использованием для этого всех возможностей, всех достижений прогресса в области техники и организации производства.
Наиболее полное и всестороннее оценивание качества обеспечивается, когда учтены все свойства анализируемого объекта, проявляющиеся на всех этапах его жизненного цикла: при изготовлении, транспортировке, хранении, применении, ремонте, тех. обслуживании.
Таким образом, производитель должен контролировать качество продукции и по результатам выборочного контроля судить о состоянии соответствующего технологического процесса. Благодаря этому он своевременно обнаруживает разладку процесса и корректирует его.
Статистические методы (методы, основанные на использовании математической статистики), являются эффективным инструментом сбора и анализа информации о качестве. Применение этих методов, не требует больших затрат и позволяет с заданной степенью точности и достоверностью судить о состоянии исследуемых явлений (объектов, процессов) в системе качества, прогнозировать и регулировать проблемы на всех этапах жизненного цикла продукции и на основе этого вырабатывать оптимальные управленческие решения.
Список литературы
1. Ефимов В.В. Статистические методы в управлении качеством. Ульяновск: УлГТУ, 2003 – 134 с.
2. Статистические методы управления качеством // www.lenobl.ru, 2005.
3. Климанов В. Статистические методы управления качеством// victor61058.narod.ru, 2004.
4. Окрепилов В.В. Управление качеством. СПб.: Наука, 2000. - 911 с.
Похожие работы
... службы, относя те или иные источники к собственным или привлеченным, предопределяет значение финансовой отчетности. Глава 2. Приемы экономико-статистического анализа в управлении коммерческой организации (на примере ООО «Нектар») 2.1 Анализ дебиторской задолженности как структурного элемента стоимости имущества предприятия В целях проведения исследования представим экономико- ...
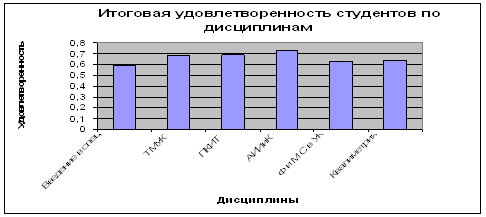
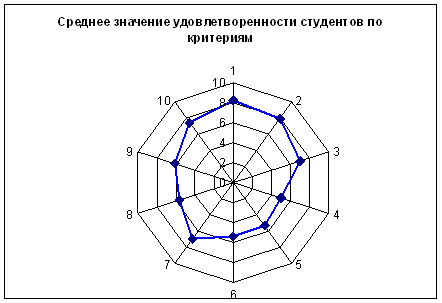
... статистических методов; описана методика оценки удовлетворенности студентов преподаванием дисциплин, применяемых в КурскГТУ; проведен статистический анализ оценки удовлетворенности студентов преподаванием дисциплин на кафедре «Управление качеством». Для оценки удовлетворенности студентов были использованы столбчатый, круговой, линейный, радиационный и ленточный графики. После проведения ...
... и оценка работы Корректирующие меры Рис. 1.5. Этапы процесса управления по целям Глава 2. Методика применения статистических методов в управлении корпоративными финансами. 2.1. Применение статистических методов при проведении анализа финансового состояния предприятий финансово-промышленной группыАнализ финансового состояния предприятия состоит из нескольких разделов: анализ прибыльности, ...
... мероприятий, создающих необходимые условия для выполнения каждого этапа петли качества, чтобы продукция удовлетворяла требованиям к качеству. Управление качеством включает принятие решений, чему предшествует контроль, учет, анализ. Улучшение качества – постоянная деятельность, направленная на повышение технического уровня продукции, качества ее изготовления, совершенствование элементов ...
0 комментариев