Расчёт эффективного фонда времени работы оборудования
Определение стоимости зданий и сооружений
Расчёт стоимости прочих средств, входящих в состав производственных фондов
Расчёт фонда заработной платы основных рабочих
Расчёт количества вспомогательных рабочих
Штатное расписание и фонд заработной платы служащих
Расход воды на технологические нужды
Расход электроэнергии на освещение
Статья «Потери от брака»
Анализ полученных результатов
Навигация
Расчёт эффективного фонда времени работы оборудования
Расчёт себестоимости механической обработки детали
53090
знаков
13
таблиц
2
изображения
1.2 Расчёт эффективного фонда времени работы оборудования
Для анализа эффективности использования оборудования различают календарный, плановый и фактический фонды времени его работы.
Режимный (номинальный) фонд времени― это время, которое может быть максимально использовано в течение планового периода:
Треж.об.=[(Dк―Dв.п.)tсм―Dп.п.×tс.в.]×nсм,
где Dк -число календарных дней;
Dк=365 дней;
Dв.п. - число выходных и праздничных дней;
Dв.п .=114 дней;
Dп.п- число предпраздничных дней;
Dп.п=5 дней;
Tсм - продолжительность рабочей смены;
tсм=1 смена;
tс.в. - время, на которое сокращается смена в предпраздничный день;
tс.в.=1 час;
nсм - число рабочих смен.
nсм=1.
Треж.об.=[(365-114)×1-5×1] ×1=2003 ч
Эффективный (действительный) фонд времени равен режимному фонду за вычетом времени на ремонт, модернизацию, профилактику и наладку оборудования:
Тэф.об..=Треж.об.(1-кпр/100),
где кпр - регламентированный процент простоев на ремонт и наладку оборудования, кпр=8%.
Тэф.об.=2003×(1-8/100)=1842,76 ч.
1.3 Определение состава и стоимости основных производственных фондов
1.3.1 Расчёт необходимого количества и стоимости технологического оборудования
Всё оборудование цеха в зависимости от отношения к производству делится на основное и вспомогательное.
Расчёт основного оборудования производится по технически обоснованной норме времени (Тшт или Тшт-к). В курсовой работе для каждой операции расчётное количество оборудования определяется по формуле:
Коб.рас=![]() ,
,
где kв.н. ―средний коэффициент выполнения норм.
kв.н.=1.14
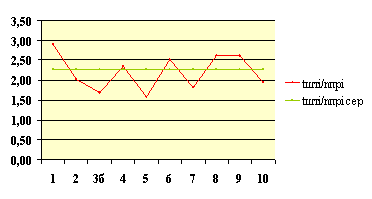
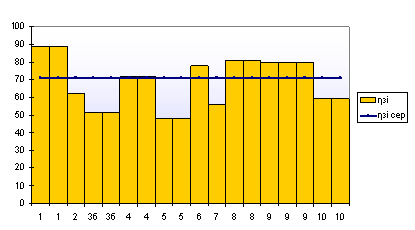
Полученное значение округляется до целого числа в сторону увеличения при значении больше 3 десятых после запятой. Принятое после округления количество оборудования обозначается как Коб.пр.. Отношение расчётного количества оборудования к принятому даёт коэффициент загрузки оборудования:
Кзаг.=Коб.рас/Коб.пр.
Коб.рас.(10)=![]() =1,239
=1,239
Коб.пр=1, а Кзаг..=1.239;
Коб.рас.(15)=![]() =1,084
=1,084
Коб.пр=1, а Кзаг..=1.084;
Коб.рас.(20)=![]() =2.449
=2.449
Коб.пр=3, а Кзаг..=0.816;
Коб.рас.(25)=![]() =2.08
=2.08
Коб.пр=2, а Кзаг..= 1.04;
Коб.рас.(30)=![]() =0.795
=0.795
Коб.пр=1, а Кзаг..=0.795;
Коб.рас.(35)=![]() =2.482
=2.482
Коб.пр=3, а Кзаг..=0.827;
Коб.рас.(40)=![]() =1.668
=1.668
Коб.пр=2, а Кзаг..=0.834;
Коб.рас.(45)=![]() =1.751
=1.751
Коб.пр=2, а Кзаг..=0.875;
Коб.рас.(50)=![]() =1.287
=1.287
Коб.пр=1, а Кзаг..=1.287;
Коб.рас.(55)=![]() =2.013
=2.013
Коб.пр=2, а Кзаг..=1.007;
Коб.рас.(60)=![]() =0.425
=0.425
Коб.пр=1, а Кзаг..=0.425;
Коб.рас.(65)=![]() =0.628
=0.628
Коб.пр=1, а Кзаг..=0.628;
Средний коэффициент загрузки оборудования на участке определяется как отношение суммы расчётного количества станков всех наименований к сумме принятого количества оборудования:
Кзаг.ср.=![]() /
/![]() ,
,
Кзаг.ср=![]()
где n ― число операций технологического оборудования.
Вспомогательное оборудование механосборочных цехов определяется в процентах от количества основного оборудования по таблице 2.
Таблица 2 Доля и количество вспомогательного оборудования по видовому составу
| Наименование станков | % вспомогательного оборудования от числа основного оборудования | Количество вспомогательного оборудования | |
| расчетное | принятое | ||
| Токарно-винторезные | 7% | 1.4 | 2 |
| Универсально-фрезерные | 4% | 0.8 | 1 |
| Универсально-шлифовальные | 3% | 0.6 | 1 |
| Вертикально-сверлильный | 4% | 0.8 | 1 |
Результаты расчётов количества основного оборудования с указанием модели, количества единиц ремонтной сложности, мощности, стоимости, амортизационных отчислений и их суммарных величин оформляются в виде «Ведомости основного и вспомогательного оборудования» (Таблица 3).
Таблица 3 Ведомость основного и вспомогательного оборудования цеха
| Основное оборудование | |||||||||||||||||||||||||||
| № операции | Наименование оборудования | Модель | Кол-во | Коэффициент загрузки, Кзаг | Категория ремонтной сложности единицы оборудования, ед.рем.сл. | Суммарная ремонтная сложность оборудования, ед.рем.сл. | Мощность электродвигателей единицы оборудования, кВт | Суммарная мощность оборудования, кВт | Цена единицы оборудования, руб. | Суммарная стоимость оборудования, руб. | Норма амортизационных отчислений, % | Амортизационные отчисления на единицу оборудования, руб. | Общая сумма амортизационных отчислений, руб. | ||||||||||||||
| Расчетное | Принятое | ||||||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | |||||||||||||
| 10 | Токарный станок | 1К62 | 1.239 | 1 | 1.239 | 11 | 11 | 12 | 12 | 93300 | 93300 | 6.7 | 6251.1 | 6251.1 | |||||||||||||
| 15 | Токарный станок | 1К62 | 1.084 | 1 | 1.084 | 11 | 11 | 12 | 12 | 93300 | 93300 | 6.7 | 6251.1 | 6251.1 | |||||||||||||
| 20 | Вертик.-фрезерн. с ЧПУ | 6Р13Ф3 | 2.449 | 3 | 0.816 | 9 | 27 | 17 | 51 | 230820 | 692460 | 6.7 | 15464.94 | 46394.82 | |||||||||||||
| 25 | Токарный станок | 16К20 | 2.08 | 2 | 1.04 | 13 | 26 | 13 | 26 | 123000 | 246000 | 6.7 | 8241 | 16482 | |||||||||||||
| 30 | Вертик.сверлильн станок | 2Н150 | 0.795 | 1 | 0.795 | 12 | 12 | 8 | 8 | 59220 | 59220 | 6.7 | 3967.74 | 3967.74 | |||||||||||||
| 35 | Плоско-шлиф.станок | 3Д725 | 2.482 | 3 | 0.827 | 20 | 60 | 40 | 120 | 967380 | 2902140 | 7.1 | 68683.98 | 206051.94 | |||||||||||||
| 40 | Вертик-сверлильн станок | 2Н150 | 1.668 | 2 | 0.834 | 12 | 24 | 8 | 16 | 59220 | 118440 | 6.7 | 3967.74 | 7935.48 | |||||||||||||
| 45 | Плоско-шлиф. Станок | 3Д725 | 1.751 | 2 | 0.875 | 20 | 40 | 40 | 80 | 967380 | 1934760 | 7.1 | 68683.98 | 137367.96 | |||||||||||||
| 50 | Электро-эозион. станок | 6Г721М | 1.287 | 1 | 1.287 | 30 | 30 | 4 | 4 | 195600 | 195600 | 7.1 | 13887.6 | 13887.6 | |||||||||||||
| 55 | Электро-эрозион. станок | 6Г721М | 2.013 | 2 | 1.007 | 30 | 60 | 4 | 8 | 195600 | 391200 | 7.1 | 13887.6 | 27775.2 | |||||||||||||
| 60 | Слесарн.станок | - | 0.425 | 1 | 0.425 | - | - | - | - | 15000 | 15000 | 10 | 1500 | 1500 | |||||||||||||
| 65 | Моечнаямашина | МО1 | 0.628 | 1 | 0.628 | 9 | 9 | 12 | 12 | 16800 | 16800 | 6.7 | 1125.6 | 1125.6 | |||||||||||||
| Итого для основногооборудования | 17.90 | 20 | 0.895 | 177 | 310 | 170 | 349 | 3016620 | 6758220 | 85.3 | 211912.38 | 474990.54 | |||||||||||||||
| Вспомогательное оборудование | |||||||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | |||||||||||||
| Токарный станок | 1К62 | 1.4 | 2 | 0.7 | 11 | 22 | 12 | 24 | 93300 | 186600 | 6.7 | 6251.1 | 12502.2 | ||||||||||||||
| Вертик.-фрезерн. | 6Р13 | 0.8 | 1 | 0.8 | 21 | 21 | 11 | 11 | 114600 | 114600 | 6.7 | 7678.2 | 7678.2 | ||||||||||||||
| Плоско-шлиф.станок | 3Д725 | 0.6 | 1 | 0.6 | 20 | 20 | 40 | 40 | 967380 | 967380 | 7.1 | 68683.98 | 68683.98 | ||||||||||||||
| Вертик- сверлильн.станок | 2Н150 | 0.8 | 1 | 0.8 | 12 | 12 | 8 | 8 | 59220 | 59220 | 6.7 | 3967.74 | 3967.74 | ||||||||||||||
| Итого для вспомогательного оборудования | - | 75 | - | 83 | - | 1327800 | - | - | 92832.12 | ||||||||||||||||||
| Итого для всего оборудования | - | 385 | - | 432 | - | 8086020 | - | - | 567822.66 | ||||||||||||||||||
Похожие работы
... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...
... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... числовое значение списочного номера студента. Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции. 2. ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи 2.1. Особенности и преимущества поточного производства Поточное производство – это производство, при котором станки располагаются в последовательности технологических ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев