Навигация
Чертеж не нуждается в дополнении (кроме исправления мелких недостатков указанных выше)
58597
знаков
16
таблиц
8
изображений
2. Чертеж не нуждается в дополнении (кроме исправления мелких недостатков указанных выше).
3. Определение типа производства, такта выпуска и партии запуска
Тип производства определяют табличным способом, учитывая массу обрабатываемой детали (заготовки) и ориентировочную программу выпуска данного изделия, куда входит рассматриваемая деталь.
| m заг, кг | N год, шт. |
| 15 | 500 |
При Nг = 500 шт. и m > 10 кг, тип производства соответствует мелкосерийному.
Определение такта выпуска ([1], с.22):
 (3.1)
(3.1)
где Фд-действительный годовой фонд времени и при двух сменах работы оборудования и рабочих мест равен Фд=4029 ч.
Определяем партию запуска ([1], с.23):
 (3.2)
(3.2)
где z-количество повторений запуска деталей в год.

При мелкосерийном производстве изделия изготавливают партиями или мелкими сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) цельно как в обработке, так и в сборке.
Определение количества деталей в партии ([1], с.23):
![]() , (3.3)
, (3.3)
где F – число рабочих дней в году;
N – число деталей (программа);
а – периодичность запуска (а = 3,6,12,24 дней).

Краткая характеристика выбранного типа производства [2].
Мелкосерийный тип производства характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. Коэффициент закрепления операций 20-40.
Используется универсальное и специализированное и частично специальное оборудование. Широко применяются станки с ЧПУ, обрабатывающие центры, а также гибкие автоматизированные системы на основе станков с ЧПУ, связанных транспортирующими устройствами, управляемыми от ЭВМ. Оборудование расставляется по технологическим группам с учетом направления основных грузопотоков цеха, по предметно-замкнутым участкам.
Технологическая оснастка в основном универсальная, Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая значительно повысить коэффициент оснащенности мелкосерийного производства.
В качестве исходных заготовок используется горячий и холодный прокат, литье в землю и под давлением, точное литье, поковки и точные штамповки.
Требуемая точность достигается как методами автоматического получения размеров, так и методами пробных проходов с частичным применением разметки для сложных корпусных деталей.
Квалификация рабочих выше чем в массовом производстве, но ниже чем в единичном. Наряду с рабочими универсальщиками и наладчиками, работающими на сложном универсальном оборудовании используются рабочие-операторы, работающие на настроенных станках.
В зависимости от особенности технологии производства и объема выпуска обеспечивается полная, неполная, групповая взаимозаменяемость, однако применяется и пригонка по месту, компенсация размеров.
Технологическая документация и нормирование подробно разрабатывается для наиболее сложных и ответственных заготовок и упрощенного нормирования для простых заготовок.
Применяемый режущий инструмент - универсальный и специальный.
Измерительный инструмент - калибры, специальный измерительный инструмент.
В соответствии с данным типом производства и порядком выполнения операций, расположения технологического оборудования устанавливается групповая форма организации технологического процесса, характеризуемая однородными конструктивно-технологическими признаками изделий, единством средств технологического оснащения.
В мелкосерийном производстве технологический процесс преимущественно дифференцирован, т.е. расчленен на отдельные операции, которые закреплены за отдельными определенными станками. Станки применяются универсальные, специализированные, специальные, автоматизированные, агрегаты.
Станочный парк должен быть специализирован в такой мере, чтобы был возможен переход от производства одной серии машин к производству другой, несколько отличающейся от первой в конструктивном отношении. Должны применяться специализированные и специальные приспособления, специализированный и специальный режущий инструмент и измерительный инструмент в виде предельных калибров и шаблонов, обеспечивающих взаимозаменяемость обработанных деталей. В качестве специализированных приспособлений (или инструментов) могут использоваться нормализованные конструкции, приспособленные для данной операции.
Мелкосерийное производство значительно экономичнее, чем единичное производство, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции.
Мелкосерийное производство является наиболее распространенным видом производства в общем и среднем машиностроении. К этому виду производства относятся:
станкостроение;
насосостроение;
производство прессов;
производство компрессоров;
производство вентиляторов;
производство текстильных машин;
производство оборудования для пищевой промышленности;
производство оборудования для лесной промышленности;
производство оборудования для коммунального хозяйства;
транспорта и т.д.
Как видно данная отрасль присутствует в перечне и выбор типа производства данной детали (изделия) вполне обуславливается и применим
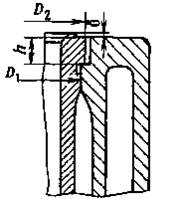
4. Выбор способа получения заготовки и разработка технических требований к ней
Метод получения заготовки оказывает существенное влияние на технико-экономические показатели технологического процесса изготовления детали. Правильный его выбор позволяет снизить трудоемкость механической обработки, повысить коэффициент использования материала, снизиь материалоемкость конструкции.
На выбор метода получения заготовки влияют материал детали, его назначения и технические требования к изготовлению, объем выпуска, конфигурация, форма поверхностей и размеры.
Требования, предъявляемые к заготовкам, обрабатываемых на металлорежущих станках:
С целью снижения себестоимости детали заготовка должна быть по форме и размерам максимально приближенной к детали.
Черновые поверхности используемые на первой механической операции в качестве технологической базы должны быть чистыми и ровными, без штрихов, литейных уклонов.
Вид заготовки устанавливаем в результате анализа чертежа детали, ее материала и технических требований к изготовлению, габаритов и массы, объема выпуска, на основе технико-экономического сравнения нескольких вариантов.
Данные о химическом составе о материале – Сталь 38ХА ГОСТ 4345 – 71 приведены в таблице 4.1
Таблица 4.1. – Химический состав Стали 38ХА
| C,% | P,% | S,% | Mn,% | Si,% | Cr,% | Ni,% | Cu,% |
| 0.35-0.42 | 0.025 | 0.025 | 0.50-0.80 | 0.17-0.37 | 0.80-1.10 | 0.30 | 0.30 |
Метод выполнения заготовок для деталей машин определяется:
назначением детали;
конструкцией детали;
техническими требованиями;
масштабом и серийностью выпуска;
экономичностью.
Выбрать заготовку – значит установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления.
Для рационального выбора заготовки необходимо одновременно учитывать все вышеперечисленные исходные данные, так как между ними существует тесная взаимосвязь.
В базовом варианте заготовку получали из проката.
Заготовку для данной детали можно получить различными способами:
ковкой на молотах или прессах;
горячей штамповкой.
В качестве двух вариантов способа получения заготовки принимаются:
Похожие работы


... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...

... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...
... диаметром 4 и 8 мм. Штангенциркуль 125 мм. Струбцина; бородок. Молоток. Центра; индикатор со стойкой; оправка шлицевая. Стеллаж для узлов и деталей. 13,5 7 Кз.ср = 0,34 2.2 Экономическое обоснование проектируемого ремонтного участка 2.2.1 Расчет стоимости основных фондов и их амортизация Стоимость основных фондов участка (цеха) складывается из стоимости: зданий и сооружений; ...
0 комментариев