Параллельность процессов производства также существенно влияет на производительность
Классификация систем управления. Их характеристики
Функциональные системы программного управления. Характеристика
Классификация промышленных роботов
Система автоматического регулирования. Принципы построения и анализ
Навигация
Функциональные системы программного управления. Характеристика
Автоматизация производственных процессов
78281
знак
2
таблицы
8
изображений
178. Функциональные системы программного управления. Характеристика
Функциональные (контурные) СПУ осуществляют движение рабочего органа по сложной траектории. При механической обработке эта траектория определяет контур будущей детали или части ее. Поэтому очень важно при управлении функциональными СПУ обеспечить, чтобы траектория рабочего органа в каждый момент времени совпадала с заданной. В общем случае эта траектория представляет собой сложную функцию типа у = f (x) или z=f(x,y,z). Ввиду невозможности воспроизведения такой траектории одним движением ее заменяют несколькими простыми (однокоординатными) движениями поступательного и вращательного типа. Чтобы движение исполнительного органа было в соответствии с заданной траекторией (в общем случае криволинейной), необходимо в каждый момент времени поддерживать определенное соотношение скоростей и перемещений по управляемым координатам, т. е. должна быть между ними функциональная связь. Эту функциональную связь с высокой степенью точности выполняет устройство, называемое интерполятором.
Функциональные СПУ применяют для автоматизации технологического оборудования, где необходимо перемещать исполнительный механизм по сложной криволинейной траектории. Например, при производстве однослойных и многослойных печатных плат для вычерчивания токопроводящего рисунка на координатографе, при изготовлении деталей, имеющих сложный плоский или объемный контур (токарные, фрезерные, шлифовальные станки), а также в заготовительном и сварочном производстве. Таким образом, функциональные СПУ автоматизируют рабочие операции. Эффективность применения функциональных СПУ особенно возрастает для технологических процессов, где длительность перемещения по сложному контуру значительно превышает Длительность холостых и вспомогательных операций при мелкосерийном характере производства.
Требования по точности у них находятся в пределах: 0,005-0,05 мм — для высокоточных систем, 0,05-0,1 мм — для обычных функциональных СПУ; максимальные управляемые скорости составляют 0,6-1,5 м/мин у СПУ, применяемых для автоматизации обработки стальных деталей, до 3 м/мин — для обработки легких сплавов, до 10 м/мин - - в координатографах.
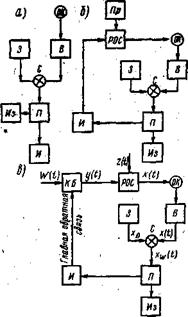
В функциональных СПУ объем задающей информации может быть значительным (в зависимости от сложности технологического процесса), поэтому для разработки программ здесь целесообразно применять универсальные вычислительные цифровые машины. Путь информации от чертежа к детали показан на рис. 2.1. При использовании УЦВМ связь ее с интерполятором может быть прямой (штриховая линия на рисунке), минуя ручное перфорирование.
На выходе интерполятора получается программа, пригодная для непосредственного использования в системе программного управления станком. Эта программа записывается в унитарном коде (последовательностью импульсов) либо в аналоговой форме (в виде кривой) на магнитную ленту или фотоленту. Если интерполятор является принадлежностью системы управления станком, тогда входом в эту СПУ будет служить программа, записанная на перфоленте, либо выход УЦВМ (штриховая и штрих-пунктирная линии на рис. 2.1).
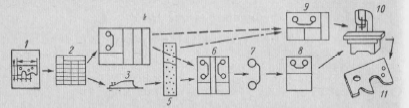
Рис. 2.1 Схема прохождения информации от чертежа к детали:
1 — чертеж; 2 — технологические карты и таблицы; 3 — ручной перфоратор; 4 — универсальная цифровая вычислительная машина (УЦВМ); 5 — перфолента; 6 — интерполятор; 7 — магнитная лента; 8 — пульт программного управления (без интерполятора); 9 — система программного управления со встроенным интерполятором; 10 —станок; 11 — деталь.
188. АСУТП с вычислительным комплексом в роли советчика. Схема. Принцип работы
Основным инструментом для решения современных проблем управления материальным производством служат так называемые АСУ, в которых центральная, главенствующая роль и творческие способности человека сочетаются с широким применением современных математических методов и средств автоматизации, включая вычислительную технику.
АСУ - это человеко-машинная система, обеспечивающая автоматизированный сбор и обработку информации, необходимой для оптимизации управления в различных сферах человеческой деятельности. Процесс оптимизации предполагает выбор такого варианта управления, при котором достигается минимальное или максимальное значение некоторого критерия, характеризующего качество управления.
АСУП предназначена для решения основных задач управления производственно-хозяйственной деятельностью промышленного предприятия в целом и (или) его самостоятельных частей на основе применения экономико-математических методов и средств вычислительной техники.
Автоматизированная система управления технологическими процессами (АСУ ТП) - это АСУ для выработки и реализации управляющих воздействий на технологический объект управления в соответствии с принятым критерием управления. В АСУТП человек играет важнейшую роль, принимая в большинстве случаев решения по управлению. Существенное место в АСУТП занимают автоматические устройства (в том числе средства ВТ), выполняющие операции по переработке информации. Цель функционирования АСУТП - оптимизация работы технологического объекта путем соответствующего выбора управляющих воздействий.
Таким образом, АСУТП - совокупность автоматических устройств средств получения, обработки и передачи информации и технического персонала, осуществляющая контроль и управление ТП с целью оптимизации по заданным параметрам.
АСУ может быть отнесена к классу АСУТП только в том случае, если она осуществляет воздействие на объект в том же темпе, что и протекающие в нем технологические процессы, обеспечивает управление технологическим объектом в целом, а ее технические средства участвуют в выработке решений по управлению.
Современные АСУТП очень разнообразны и могут отличаться друг от друга по функциональному составу, степени автоматизации управления объектом, применяемым техническим средствам и многим другим признакам и характеристикам. Рассмотрим один из них.
АСУТП с вычислительным комплексом, выполняющим информационные функции, содержат все функциональные и аппаратурные элементы, и еще имеет в наличии вычислительный комплекс (ВК), который выполняет функции централизованного контроля работа и состояния оборудования, вычисление комплексных технических и технико-экономических показателей (рис. 5.1).
Вычислительный комплекс получает всю необходимую информацию о состоянии объекта, в том числе о регулируемых и управляемых величинах. Характерной особенностью рассматриваемого вида системы является то, что задачи анализа поступающей информации принятие решений, а также осуществление управляющих воздействий, возлагается на оператора.
Данные об объекте, полученные с помощью ВК, кроме выхода на централизованные средства отображения информации, могут либо передаваться в вышестоящую АСУ для дальнейшей обработки, либо выводиться на внешние накопители. Целью сбора данных может быть также изучение TП при различных условиях. В результате накапливается информация, позволяющая построить и (или) уточнить математическую модель процесса. Ясно, что сбор данных не оказывает воздействия на процесс, однако даже после внедрения самых сложных методов управления с использованием ВК сбор данных для анализа и уточнения модели оказывается полезным и почти всегда предусматривается как одна из задач вычислительного комплекса.
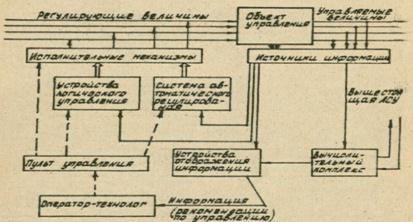
Рис. 5.1
Структурная схема АСУТП с вычислительным комплексом, выполняющим управляющие функции в режиме "советчика", аналогична предыдущей (рис. 5.1). Кроме функций, выполняемых ВК в предыдущей системе, на него возлагают задачи анализа поступающей информации и поиска оптимальных решений с выдачей рекомендаций (советов) по управлению оператору-технологу. Окончательный выбор и осуществление управляющих воздействий по-прежнему остается за оператором. Такая АСУ функционирует следующим образом: через заданные промежутки времени (обычно раз в 10-15 минут) полученные в ВК данные о состоянии объекта и комплексные технические и технико-экономические показатели анализируются с помощью математической модели управляемого процесса. Путем вычислений по модели определяются воздействия, необходимые для приближения процесса к оптимальному состоянию, результаты представляются оператору, который управляет процессом, изменяя регулируемые механизмы в соответствии с рекомендациями, вырабатываемыми ВК. При этом оператор выполняет роль следящего и координирующего звена и вносит изменения по советам ВК, который, в свою очередь, непрерывно помогает оператору в его усилиях оптимизировать ТП.
Наиболее серьезный недостаток подобной системы заключается в быстрой утомляемости операторов при необходимости перестраивать систему в соответствии с рекомендациями каждые 10-15 минут, причем количество контролируемых параметров может быть более 100. Вместе с тем такие системы удовлетворяют требованию осторожного подхода к новым способам управления, обеспечивая хорошие возможности проверки новых моделей процесса, так как контроль за управлением ведет технолог, который может исключить неправильные установки.
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...

... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев