Параллельность процессов производства также существенно влияет на производительность
Классификация систем управления. Их характеристики
Функциональные системы программного управления. Характеристика
Классификация промышленных роботов
Система автоматического регулирования. Принципы построения и анализ
Навигация
Автоматизация производственных процессов
Автоматизация производственных процессов
78281
знак
2
таблицы
8
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра «КиПРА » КОНТРОЛЬНАЯ РАБОТАпо дисциплине:
«Автоматизация производственных процессов»
Вариант №8
выполнила: ст.гр.02ЗРК61
Мошняго В.
Проверил: Юрков Н.К.
2007 г
Содержание
Вариант 8148. Основные принципы повышения производительности труда на основе совершенствования ТП
158. Методы оптимизации технологических процессов. Перечислите методы и сущность каждого
168. Классификация систем управления. Их характеристики
178. Функциональные системы программного управления. Характеристика
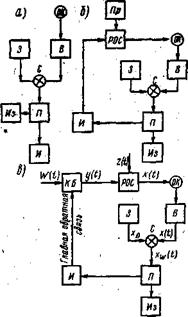
188. АСУ ТП с вычислительным комплексом в роли советчика. Схема. Принцип работы
198. Классификация промышленных роботов
208. Системы автоматического регулирования. Принципы построения и анализа
Литература
148. Основные принципы повышения производительности труда на основе совершенствования ТП
Под производительностью труда понимается количество продукции, изготовляемое в конкретный период времени, определяемый затратами рабочего времени на единицу продукции. Затраты труда измеряются рабочим временем.
Рост производительности труда означает увеличение продукции, вырабатываемой в единицу рабочего времени, за счет экономии труда, затрачиваемого на единицу продукции. Практически ни одна отрасль промышленности, ни одно предприятие не могли бы развить требуемых темпов, если бы не опирались на систематическое повышение производительности труда. Производительность труда определяется в первую очередь его техническим вооружением, техническим прогрессом.
При организации нового производства закладывается более высокая производительность, так как при проектировании его учитываются все современные достижения. На действующих предприятиях радиопромышленности рост производительности труда обеспечивается путем реконструкции и модернизации технологических процессов и оборудования, внедрения комплексной механизации и автоматизации.
Механизация и автоматизация процессов существенно меняют содержание производственного процесса в отношении как режимов выполнения, так и воздействия на изделие. Физическая сущность технологического процесса или операции, принципы управления ими и оптимальные режимы исследуются в основном в лабораторных условиях. В цех переносят только отработанные процессы.
Установление наивыгоднейшего уровня автоматизации и механизации определяется технико-экономическим расчетом по известным показателям (производительности, себестоимости, приведенным затратам, сроку окупаемости капиталовложений и др.).
Под уровнем механизации и автоматизации понимается
![]() ;
;
![]() ,
,
где Т ма - сумма машино-автоматического времени, затрачиваемого на всех технологических, контрольно-испытательных операциях, выполняемых на поточной линии, участке или в цехе; Т мр - сумма машино-ручного времени, затрачиваемого на всех операциях, выполняемых на линии, участке или в цехе; Т ш - сумма штучного времени (времени операции) на той же линии, участке или в цехе.
Механизация и автоматизация производственного и технологического процессов должны рассматриваться как с точки зрения совершенствования оборудования, технологического оснащения и качества процесса, так и с точки зрения обеспечения технико-экономической эффективности.
Существенное значение на повышение производительности труда оказывают дифференциация процессов, специализация участков и рабочих мест.
1. Под дифференциацией процесса понимается расчленение его на операции, а операций - на переходы и приемы. Концентрация процесса представляет собой выполнение его за одно или за малое количество операций, переходов, приемов.
При расчленении процесса содержание операции упрощается; концентрированный процесс содержит, как правило, сложные операции и переходы. При дифференциации процесса создаются, как правило, более благоприятные условия для специализации участков цеха и рабочих мест.
Концентрация процесса, особенно при сборке, может осуществляться как на основе ручного труда, так и при использовании автоматизированного оборудования (стан ков-автоматов, сборочных машин). В области механической обработки концентрация операций приводит часто к невозможности работать на настроенном оборудовании, рабочий методом пробных проходов обрабатывает последовательно все поверхности детали.
При обработке и сборке дифференциация процесса приводит к возможности использования простого оборудования, организации потока без автоматизации процесса, при простых ручных операциях сборки.
Степень дифференциации процесса определяется требованиями конструкции, технологии и организации производства РЭА.
Разделение конструкции на блоки способствует дифференциации процессов, а замена нескольких простых деталей внутри блока одной сложной - его концентрации.
2. Унификация деталей и преемственность конструкции создают условия для концентрации процесса так же, как и применение элементов микроэлектроники, замена обычного монтажа печатным. Расчленение конструкции на большое количество простых деталей и узлов, применение большого количества комплектующих изделий способствует дифференциации процессов обработки и сборки.
Требования точности, предъявляемые к изготовлению или сборке элементов РЭА, в большинстве случаев ведут к необходимости концентрации процесса на основе использования механизированного или автоматизированного оборудования, что снижает погрешности обработки и сборки при существенном повышении производительности процесса.
При нестабильных исходных материалах, форме и размерах заготовки, отсутствии автоматизированного оборудования более эффективными оказываются дифференцированные процессы как обработки, так и сборки.
Типовые технологические процессы обычно строятся на основе концентрированных операций, выполняемых на автоматизированном оборудовании. Групповые процессы в значительной степени дифференцированы по операциям при совмещении переходов. Такое построение дает возможность создать производительные автоматизированные операции для большого числа деталей, входящих в группу, даже при разной последовательности операций для каждой из деталей или узлов.
Концентрация обработки требует, как правило, значительных затрат на технологическое оборудование и оснащение, что является экономически оправданным при крупносерийном и массовом производствах, а также при мелкосерийном, основанном на групповом принципе.
При непоточном производстве технологическими границами расчленения процесса являются: 1) получение законченного сборочного элемента; 2) возможность использования простого (универсального) или переналаживаемого технологического оснащения (оборудования); 3) удобство планировки рабочего места и контроля; 4) обеспечение возможно меньшего удельного веса вспомогательного времени в операции; 5) установившиеся в данном производстве типовые и групповые операции как по объектам, так и по содержанию группового процесса.
При поточном производстве его дифференциация определяется в основном ритмом и может осуществляться на базе как ручного, так и автоматизированного труда.
Расчленение процесса дает возможность управлять ритмом изготовления детали, узла РЭА или ритмом их партии. Поэтому в ряде случаев расчленение процесса преследует решение задач организации производства. Это относится и к специализации участков.
Технологический процесс может быть разбит на две части: выполняемые на участках, созданных по технологическому признаку, и на предметно-замкнутых участках.
На технологических участках процессы разрабатываются в основном как типовые, что соответствует высокой степени специализации операций при общей их последовательности для многих объектов.
Для большинства изделий РЭА целесообразна организация предметно-замкнутых участков. Это обусловлено унифицированностью деталей и узлов, возможностью широкого применения в условиях серийного производства групповых технологических процессов и переналаживаемого оснащения. На этих участках полностью завершается изготовление деталей (например, зубчатых колес, магни-топроводов, каркасов) или сборка узлов (например, плат печатного монтажа, конденсаторов переменной емкости). Групповые процессы, используемые на участках этого вида, как правило, сильно дифференцированы.
В условиях поточного производства дифференциация процесса может решаться как в пределах одной линии, так и при организации нескольких параллельных поточных линий для выпуска одного и того же количества продукции, что и на одной поточной линии.
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...

... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев