МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Курганского Государственного Университета Контрольная работа По автоматизации производственных процессовСтудент:/________________/Никифоров В. А.
Группа МСЗ-6106Направление
(специальность) 030500 – Профессиональное обучение
Руководитель: __________________/ /
Курган 2002
Понятие о первичной, вторичной, двойной ориентации. Примеры устройства для их осуществления.
Любой процесс автоматической сборки может быть расчленен на следующие элементарные движения:
1) подача деталей к месту сборки;
2) ориентация деталей друг относительно друга;
3) сопряжение деталей;
4) закрепление деталей;
5) транспортирование собранного подузла на последующую операцию сборки.
Подача деталей к месту сборки представляет собой один из самых несложных процессов, сборки и заключается в перемещении деталей из питательных лотков или магазинов бункерных загрузочных устройств к сборочной позиции.
Ориентация деталей друг относительно друга на сборочной позиции является наиболее характерным процессом автоматической сборки. В этом цикле движений детали должны расположиться друг относительно друга так, чтобы их можно было последующим движением беспрепятственно собрать. Иными словами, детали должны быть поставлены друг относительно друга в такое положение, в котором, при любых размерах деталей, лежащих в пределах допуска, они могли бы войти в соединение друг с другом. В изучении условий расположения деталей перед сборкой или ориентации ил и заключается основная часть теории автоматической сборки.
Сопряжение деталей представляет собой процесс, в результате которого осуществляется сборка, т. е. одна деталь вступает в соединение с другой или несколькими другими деталями. Можно различить следующие виды спряжений:
а) свободное сопряжение (детали входят в соединение с зазором);
б) напряженное сопряжение (детали вводятся в соединение с натягом);
в) винтовое сопряжение (одна из деталей представляет собой винт, а другая гайку).
В некоторых случаях сборки, после ввода деталей в соединение, требуется произвести еще дополнительные операции, закрепляющие осуществленное сопряжение. К таким операциям относятся: клепка, развальцовка, сварка и пайка.
Упрощенные виды сборки, при которых сопряжения деталей в полном смысле этого слова не требуется. Такими упрощенными видами сборки
являются:
а) стапелирование (при этом виде сборки детали располагаются друг относительно друга в определенном положении);
б) расфасовка (детали располагаются друг относительно друга в непосредственной близости в общем помещении).
Стапелирование н расфасовка обычно сопровождаются подсчетом деталей.
Транспортирование собранного подузла на последующую операцию сборки не является особо характерным процессом, не представляет собой сложности и осуществляется транспортными механизмами обычного типа.
ОРИЕНТАЦИЯ ОТДЕЛЬНЫХ ДЕТАЛЕЙ В ПРОСТРАНСТВЕ
Детали входят в соединение друг с другом цилиндрическими поверхностями, или, реже, плоскостями. В соответствии с этим рассмотрим, прежде всего, следующие случаи ориентации:
1) ориентация по одной наружной цилиндрической поверхности;
2) ориентация по двум наружным цилиндрическим поверхностям с параллельными осями;
3) ориентация по двум наружным цилиндрическим поверхностям с перпендикулярными (пересекающимися) осями;
4) ориентация по одной внутренней цилиндрической поверхности;
5) ориентация по двум внутренним цилиндрическим поверхностям с параллельными осями;
6) ориентация по одной наружной и одной внутренней цилиндрическим поверхностям с перпендикулярными осями;
7) ориентация пластины по плоскостям;
8) ориентация по одной плоскости и одной наружной цилиндрической поверхности;
9) ориентация по одной плоскости и одной внутренней цилиндрической поверхности.
Перечисленные девять случаев ориентации, конечно, не исчерпывают разнообразных сочетаний поверхностей, особенно, если учесть, что в процессе сборки, состоящем из нескольких операций, детали последовательно наращиваются (собираются) на частично собранный подузел. Однако разбор этих случаев позволит решать и иные задачи.
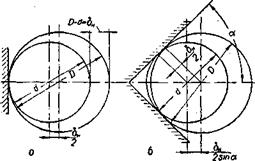
Ориентация по одной наружной цилиндрической поверхности может производиться либо в призмах, либо по габариту. В этом случае ориентацию по оси (в центрах) или по торцам (в чашках) приходится отбросить, так как концы валика должны быть свободны для ввода его в соединение.
При ориентации валика в призмах, в свою очередь, можно различать два случая. Первый случай, когда валик забирается из питательного лотка призмой и доводится до плоского неподвижного упора, и второй случай, когда валик забирается плоским толкателем и доводится до неподвижного упора в виде призмы.
К способам ориентации следует, прежде всего, предъявить требование, чтобы колебание размеров детали в пределах допуска мало отражалось на ее положении. Подходя к оценке способов ориентации валика в призмах с этой точки зрения, ' можно сделать вывод, что первый случай (неподвижный плоский упор) лучше, так как центр валика переместится при изменении размера цилиндра на половину, величины этого изменения. При втором случае ориентации перемещение центра валика будет равно половине изменения размера цилиндра, деленной на синус половины угла между щеками призм.
Ориентация валика по габариту, т. е. расположение валика в питателе, имеющем отверстие, равное наружному диаметру валика, значительно хуже установки по призмам, так как отверстие, в котором располагается валик, несколько больше его наружного диаметра и неизвестно, какое положение в этом отверстии занимает валик.
Ориентация детали или подузла по двум цилиндрическим поверхностям с параллельными осями может производиться либо по клину и плоскости, либо по габариту. С помощью рассуждений, аналогичных предыдущим, можно сделать вывод, что лучшим способом установки является ориентация  с неподвижной плоскостью и передвижным клином. Установка по габариту для двух цилиндрических поверхностей с параллельными осями является менее надежной и, следовательно, менее желательной, чем для одной цилиндрической поверхности,
с неподвижной плоскостью и передвижным клином. Установка по габариту для двух цилиндрических поверхностей с параллельными осями является менее надежной и, следовательно, менее желательной, чем для одной цилиндрической поверхности,
|
|


|
|
так как диаметры отверстий в толкателе должны быть увеличены еще за счет колебания расстояния между осями.
Ориентация по двум наружным цилиндрическим поверхностям с пересекающимися осями может производиться в двух призмах, причем нижняя призма должна иметь возможность смещения, а верхняя призма должна иметь возможность поворота относительно собственной оси.
Установка по одной внутренней цилиндрической поверхности: может производиться только по габариту с помощью штифта. Штифт рекомендуется выполнять трехгранным с концом, заточенным на конус. Это дает возможность применить отдельных деталей.
Такого рода установку даже для прессовых соединений, так как вводимая в отверстие деталь при этом не сможет войти в трехгранное отверстие плиты, на которой осуществляется сборка (запрессовка). Устройство механизма, управляющего движением центрирующего штифта, должно быть таким, чтобы гарантировать обязательный вывод штифта после сопряжения. Ориентировка по двум внутренним цилиндрическим поверхностям с параллельными осями может производиться либо двумя трехгранными штифтами, либо трехгранным и ромбическим.
Ориентировка по одной наружной и одной внутренней цилиндрической поверхностям с перпендикулярными (пересекающимися) осями производится так, что наружная поверхность ориентируется по призме, а внутренняя по трехгранному штифту
При этом наружная цилиндрическая поверхность, в общем случае, будет лежать только на одной стороне призмы, что допустимо.
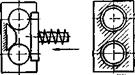
Ориентация пластины по плоскостям производится либо по трем жестким упорам двумя толкателями, либо, что более удобно, по двум упорам одним самоустанавливающимся толкателем
|
Рисунок 1Двойная ориентация планы с двумя отверстиями. |
Ориентация по одной плоскости и по одной наружной цилиндрической поверхности может производиться по неподвижной призме и плоскому толкателю либо по плоскому упору и призматическому толкателю. Первый способ установки является менее точным, но конструктивно более удобным.
Ориентация по одной плоскости и одной внутренней цилиндрической поверхности производится по трехгранной призме и упору .
В ряде случаев ориентацию .деталей или собранных подузлов приходится разбивать на два этапа: а) предварительная установка и б) окончательное центрирование. В качестве примера можно привести ориентацию пластины.
:Этап предварительной установки •будет заключаться в перемещении пластины от питательного лотка или магазина к месту сборки плоским толкателем без точной установки ее. При этом пластина должна занять такое положение, при котором заточенные на конус концы центрирующих штифтов обязательно зайдут в отверстие пластины. Окончательная, точная ориентировка или центрирование пластины осуществляется по двум отверстиям центрирующими штифтами.
ОТНОСИТЕЛЬНАЯ ОРИЕНТАЦИЯ ДЕТАЛЕЙ
До сих пор рассматривались способы ориентации отдельных деталей независимо друг от друга. Перейдем теперь к анализу ориентации деталей друг относительно друга и условий беспрепятственного сопряжения их.
Устройства автоматического контроля. Контрольные автоматы классификация по назначению.
Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество контролеров. Контроль становится фактором, сдерживающим рост производительности труда на машиностроительных заводах.
Повышение требований к качеству продукции, точности изготовления деталей машин выбывает необходимость повышения точности их измерений (контроля). Следовательно, задача роста производительности труда и качества продукции в машиностроении неразрывно связаны с повышением производительности и точности процессов контроля. Решение этих задач возможно лишь путем автоматизации контроля.
В устройствах автоматического контроля процесс получения и обработки информации об объекте контроля автоматизирован, т. е. совершается по заданной программе без участия человека. Результаты контроля используются для приведения в действие исполнительных органов автоматических систем. Внедрение автоматического контроля наряду с повышением производительности и сокращением количества контролеров приводит к устранению субъективных погрешностей, что повышает объективность, точность контроля и качество продукции.
Контроль является неотъемлемой и важной частью технологического процесса. Основное назначение технического контроля во всех его разновидностях — следить за ходом технологического процесса, регулируя качество продукции. Контроль выявляет нарушения нормального хода процесса, проявляющиеся в выходе контролируемых параметров объектов контроля за установленные границы. На основе информации, полученной по результатам контроля, производится подналадка, т. е. регулируется ход процесса.
Рабочий на токарном или шлифовальном станках периодически проверяет текущий размер детали при работе методом пробных проходов и в зависимости от результатов контроля устанавливает инструмент для получения заданного окончательного размера.
При работе по методу настроенного станка рабочий и наладчик периодически проверяют размеры обработанных на станке деталей и при необходимости вносят изменения в его настройку.
Контрольные операции, предписанные технологическим процессом, производятся персоналом отделов технического контроля в контрольных пунктах либо после выполнения данной операции (операционный контроль), либо после окончательного изготовления детали (окончательный контроль). В зависимости от стабильности технологического процесса и предъявляемых требований контроль может быть стопроцентным или выборочным.
Информация, полученная в результате контроля параметров процесса, передается для осуществления под наладки процесса через различные промежутки времени в зависимости от формы и, места контроля в технологическом процессе. Промежуток времени, протекающий от момента выхода параметра детали, обрабатываемой на станке, за установленные пределы до момента наладки станка по результатам информации, полученной при контроле, назовем периодом под наладки.
Повышение уровня автоматизации оборудования и контроля привело к созданию металлорежущих станков с автоматической под наладкой по результатам контроля детали сразу после прекращения обработки. В этих станках регулирование процесса обработки производится автоматически и период под наладки становится минимальным, так как 4 » 0, весьма малы.
В рассмотренных примерах расположение средств контроля в технологическом процессе и способ передачи информации, полученной в результате контроля и использования ее для регулирования процесса, различны.
По указанным признакам автоматические средства контроля можно разделить на средства пассивного (приемочного) и активного (управляющего) контроля.
Средства пассивного автоматического контроля производят приемку и разбраковку (рассортировку) деталей с большим сдвигом во времени после их изготовления. Они отделяют бракованные детали, не допуская их проникновения на сборку, и обеспечивают таким способом качество продукции. Средства пассивного контроля не воздействуют непосредственно на ход технологического контроля. Полученная информация используется для регулирования процесса при значительной величине периода под наладки. Пассивный контроль не предупреждает появление брака.
Средства активного автоматического контроля непосредственно связаны с ходом технологического процесса и активно в него вмешиваются, регулируя параметры обрабатываемых деталей. Они управляют движениями исполнительных органов станков по результатам контроля обрабатываемых размеров деталей в процессе, до или после обработки.
Активный контроль предупреждает появление брака. Оператор и наладчик освобождаются от непрерывного наблюдения за ходом технологического процесса, становится возможным многостаночное обслуживание. Повышается производительность труда за счет сокращения вспомогательного времени и точность обработки.
Активный автоматический контроль является прогрессивным, однако при внедрении его возникает ряд трудностей. Подавляющее большинство станков действующего парка основано на ручном управлении и не может быть включено в систему активного контроля без существенной модернизации, которую трудно провести силами завода-потребителя.
Применение автоматов пассивного контроля экономически наиболее оправдано при необходимости рассортировки деталей на группы внутри поля допуска для селективной сборки.
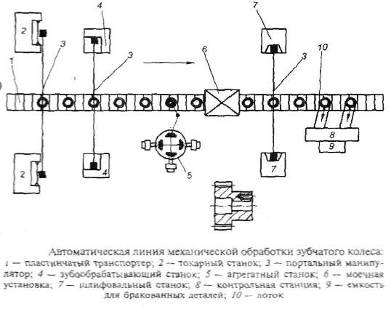
Весьма рационально также встраивание контрольных автоматов в автоматические станочные линии. В этом случае контрольный автомат непосредственно воздействует на ход технологического процесса, т. е. превращается в средство активного контроля.
Средства контроля по степени автоматизации можно разделить на неавтоматические, полуавтоматические, автоматические.
Механизированные средства контроля — контрольные приспособления — относятся к классу неавтоматических. Они применяются для последовательного (одномерные) или одновременного (многомерные) контроля различных параметров качества (отклонений размеров, геометрической формы, расположения поверхностей и др.) деталей. Загрузка, выгрузка и раскладка деталей по соответствующим ячейкам производятся контролером вручную. Информацию о результатах контроля он получает по показаниям шкальных или светосигнальных приборов.
В полуавтоматических средствах процесс контроля и сортировки осуществляется автоматически. Не автоматизирована лишь загрузка деталей.
Автоматические и полуавтоматические средства контроля представляют собой измерительные системы. Измерительной системой называют совокупность средств измерения (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, соединенных между собой каналами связи и предназначенных для выработки сигналов измерительной информации в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления. Измерительный прибор — это средство измерений, вырабатывающее сигналы измерительной информации
в форме, доступной для непосредственного восприятия наблюдателем.
Измерительным преобразователем называют средство, вырабатывающее сигналы измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки или хранения, но не поддающейся непосредственному восприятию наблюдателем.
Автоматические системы в зависимости от выполняемой ими задачи могут быть разделены на системы автоматического контроля, автоматического управления и автоматического регулирования технологических процессов. Они представляют собой сложные устройства, состоящие из различных механических, гидравлических, электрических и других звеньев. Однако все звенья, составляющие автоматическую систему, по выполняемым ими функциям могут быть разделены на типовые функциональные элементы, тогда системы — представлены в виде функциональных блок-схем, характеризующих последовательность воздействий в их структурной цепи. Элемент воспринимает измерительный сигнал от объекта контроля и реагирует на изменение измеряемой величины. Воспринимающими элементами измерительных систем для контроля размеров деталей являются измерительные стержни, измерительные губки, рычаги и др.
 Задающий элемент служит для установки значения величины, характеризующей управляемый процесс, закона ее изменения или , порядка воздействия на управляемый процесс. Задающими элементами автоматических измерительных систем являются, например, регулировочные винты неподвижных контактов преобразователей, определяющие предельные размеры контролируемой детали или заданную величину окончательного размера детали, обрабатываемой на станке, и др.
Задающий элемент служит для установки значения величины, характеризующей управляемый процесс, закона ее изменения или , порядка воздействия на управляемый процесс. Задающими элементами автоматических измерительных систем являются, например, регулировочные винты неподвижных контактов преобразователей, определяющие предельные размеры контролируемой детали или заданную величину окончательного размера детали, обрабатываемой на станке, и др.
Элемент сравнения осуществляет сравнение величин воздействия, полученных от воспринимающего и задающего элементов, и передает сигнал на преобразующий элемент.
Измерительный элемент воспринимает преобразованные воздействия контролируемого объекта и фиксирует числовые значения изменений контролируемой величины на показывающем, регистрирующем или цифровом отсчетом устройстве.
Исполнительный элемент воздействует на рабочие органы управляемого объекта, осуществляя конечное преобразование энергии, получаемой от преобразующего элемента. Например, электромагнит преобразует электрическую энергию в механическую, перебрасывая заслонку сортировочного устройства, или переключает золотники гидравлической системы, управляющей рабочим органом станка РОБ.
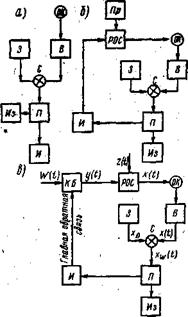
Автоматические средства "пассивного контроля выполняют задачу автоматического контроля. Они Подразделяются на контрольные автоматы, осуществляющие после ряда вспомогательных операций автоматический контроль и сортировку изделий на годные и брак, и контрольно-сортировочные автоматы, выполняющие кроме указанных функций сортировку годных изделий на Две и более группы. Функциональная блок-схема контрольных и контрольно-сортировочных автоматов имеет разомкнутую цепь воздействий от контролируемого объекта без обратной связи. Обратной связью называют дополнительную связь, направленную от выхода к входу процесса.
Системы активного автоматического контроля в процессе обработки выполняют задачу управления процессом. Контролируется размер обрабатываемой детали и в зависимости от его значения путем передачи воздействий от исполнительного элемента на рабочий орган станка переключаются режимы и прекращается обработка. Функциональная блок-схема системы активного контроля в процессе обработки также имеет разомкнутую цепь воздействий, так как функции регулирования размера выполняются наладчиком. Рабочий орган станка РОС работает на основе внешних, воздействий от программного устройства.
Система активного контроля с автоматической подналадкой - станка выполняет задачу регулирования процесса. Контролируется размер обработанной детали и в зависимости от его значения, при необходимости, путем передачи воздействий от исполнительного элемента на корректирующий блок КБ осуществляется подналадка станка. Функциональная блок-схема такой системы имеет замкнутую цепь воздействий с обратной связью и является схемой простой системы автоматического регулирования по отклонению размера.
Похожие работы


... маршруту транспортирования заготовок; • управление складом инструментов; • управление транспортировкой грузоединиц; • управление оборудованием технологического процесса; • управление складом готовых изделий. 2. По принципу реализации производственного процесса различают операции: • динамическое и статическое ведение состояния склада материала; • динамическое и статическое ...
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...

... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев