Навигация
Описание конструкции и принцип работы промышленного робота РМ-01
36129
знаков
1
таблица
4
изображения
1.2.2 Описание конструкции и принцип работы промышленного робота РМ-01
Промышленный робот (ПР) РМ-01 используется для выполнения разнообразных операций складывания, монтажа, сортировки, упаковки, загрузки - разгрузки, дуговой сварки и т.д. Общий вид робота представлен на рисунке 1.2.
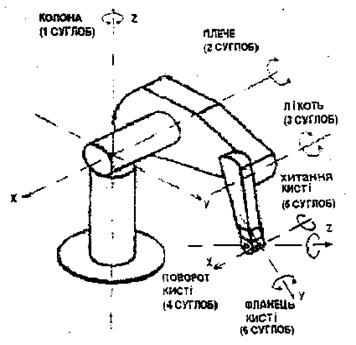
Рисунок 1.2 – Промышленный робот РМ-01
Манипулятор робота имеет шесть ступеней подвижности. Звенья манипулятора соединяются одна с одной с помощью суставов, которые имитируют локтевой или плечевой сустав человека. Каждое звено манипулятора приводится в действие индивидуальным электродвигателем постоянного тока через редуктор.
Электродвигатели оснащены электромагнитными тормозами, что позволяет надежно затормозить звенья манипулятора при отключении питания. Этим обеспечивается безопасность обслуживания робота, а также возможность перемещения его звеньев в ручном режиме. ПР РМ-01 имеет позиционно-контурную систему управления, которая реализована микропроцессорной системой управления «СФЕРА-36», построенная за иерархическим принципом.
«СФЕРА-36» имеет два уровня управления: верхний и нижний. На верхнем уровне решаются такие задачи:
- расчет алгоритмов планирования траектории движения захвата манипулятора и подготовка программ движения каждого его звена;
- логическая обработка информации о состоянии устройства, из которых состоит роботехнический комплекс, и соглашение работы в составе РТК;
- обмен информацией с ЭВМ более высокого уровня;
- диалоговый режим работы оператора с помощью видеотерминала и клавиатуры;
- чтение-запись, долгосрочное сохранение программ с помощью НГМД;
- ручной режим управления манипулятором с помощью пульта ручного управления;
- диагностика работы системы управления;
- калибровка положения звеньев манипулятора.
На нижнем уровне управления решаются задачи обработки звеньями манипулятора заданных движений, которые формируются на верхнем уровне. Отработка программных положений осуществляется при заданных параметрах (скорость, ускорение) с помощью цифровых электромеханических модулей, которые приводят в движение звенья манипулятора. Система управления состоит с таких приборов: модуля центрального процессора (МЦП); ОЗУ; ПЗУ; модуля аналогового введения (МАВ), куда подаются сигналы от потенциометрических датчиков грубого вычислительного положения; модуля последовательного интерфейса (МПИ); модуля ввода-вывода (МВВ); модуля связи (МС).
Обмен информацией между модулями верхнего уровня выполняется с помощью системной магистрали.
Нижний уровень управления имеет:
- модули процессора привода (МПП);
- модули управления приводом (МУП).
Количество модулей МПП и МУП соответствует количеству звеньев манипулятора и равно 6. МПП соединяется с модулем связи с помощью системных магистралей. Управление электродвигателями звеньев манипулятора выполняется с помощью транзисторных широтно-импульсных преобразователей (ШИП), которые входят в состав блока питания (БП). МЦП выполнен на базе микропроцессора К1801 и имеет:
- однокристальный процессор;
- регистр начального запуска;
- системную ОЗУ, ёмкостью 3216 – разрядных слова; системную ПЗУ, ёмкостью 2х16 – разрядных слова;
- резидентную ПЗУ, ёмкостью 4х16 – разрядных слова;
- программируемый таймер.
Быстродействие МЦП характеризуется такими данными:
- суммирование при регистровом средстве адресации – 2.0 мкс;
- суммирование при посредственно-регистровом средстве адресации – 5.0 мкс;
- умножение с фиксированной запятой – 65 мкс.
Панель оператора предназначена для выполнения операций включения и отключение ПР, для выбора режимов его работы.
Основными элементами панели есть:
- переключатель сетевого питания (СЕТЬ);
- кнопка аварийного отключения (.АВАРИЯ). Сетевое питание выключается при нажатии кнопки. Возвращение кнопки в начальное положение осуществляется поворотом ее за часовой стрелкой;
- кнопка включения питания системы управления (СК1);
- кнопка отключения питания системы управления (СК0);
- кнопка включения питания привода (ПРИВОД 1). Нажимом кнопки
включается питание привода, одновременно с этим разблокируется электромагнитные тормоза двигателей;
- кнопка отключения питания приводов (ПРИВОД 0);
- переключатель выбора режима. Имеет три положения РОБОТА, ОСТАНОВКА, РЕСТАРТ. В режиме РОБОТА система работает нормально. В режиме ОСТАНОВКА выполнение программы остановится в конце поточного шага.
Переведение переключателя к режиму РОБОТА приведет к продолжению выполнения программы к началу следующего шага. Режим РЕСТАРТ используется для повторного запуска выполнения программы пользователя с первого ее шага;
- кнопка автоматического запуска (АВТОСТАРТ). Нажатие кнопки приводит к запуску системы так, что робот начинает выполнять программу без задачи команд из клавиатуры. Нажатие кнопки выполняется после включения питания СК. Активизация режима осуществляется после включения ПРИВОД 1.
Пульт ручного управления используется для позиционирования манипулятора при обучении и программировании. Пульт обеспечивает 5 режимов работы:
- управление манипулятором от ЭВМ (СОМР);
- ручное управление в основной системе координат (WORLD);
- ручное управление за степенями подвижности (JOINT);
- ручное управление в системе координат инструмента (ТООL);
- отключение приводов мер подвижности (FREE).
Выбранный режим идентифицируется сигнальной лампочкой.
Скорость движения манипулятора регулируется с помощью кнопок «SPEED», «+», «-».Для сжатия и разжатия захватывающего устройства манипулятора используются кнопки «CLOSE» и «ОРЕN».
Кнопка "SТЕР" служит для записи координат точек при задаче траектории перемещения. Кнопка "ОСТАНОВ", расположенная на торце пульта ручного управления, предназначена для прерывания выполнения программы с отключением питания приводов. Используется для остановки движения в нормальной ситуации. Кнопка "ОFF" имеет аналогичное назначение, как и "ОСТАНОВ". Разность заключается в том, что питание приводов манипулятора не выключается.
Перемещение суставов манипулятора с помощью пульта ручного управления осуществляется в трех режимах: JOINT, WORLD и ТООL.
В режиме JOINT (выбирается соответствующей кнопкой на пульте управления) пользователь может руководить непосредственно перемещением отдельных звеньев манипулятора. Этим перемещением отвечают пары кнопок «-» и «+» соответственно каждому звену манипулятора (т.е. колона, плечо, локоть, и три движений захвата).
В режиме WORLD осуществляется фактически фиксация относительно основной системы координат и перемещение в отдельных направлениях этой системы (соответственно Х,Y,Z).
Следует отметить, что работа в режиме WORLD может осуществляться на малых скоростях, чтобы исключить попадание в границе руки пространства робота. Также укажем, что перемещение обеспечивается автоматически с помощью одновременно всех звеньев манипулятора.
Режим ТООL обеспечивает перемещение в активной системе координат.
12-разрядный строчный индикатор предназначен для вывода информации о режимах работы и ошибки:
-NОКІА АОХ - высвечивается краткосрочное при запуске;
-ARM PWR OFF - питание приводов манипулятора отключено;
-MANUAL MODE - разрешено управления роботом из пульта управления;
-СОМР МОDЕ - манипулятор руководствуется от ЭВМ;
-LІМІТ SТОР - сустав перемещен к крайнему положению;
-ТОО CLOSE - заданная точка находится весьма близко к манипулятору;
-ТОО FAR - заданная точка находится вне рабочей зоны робота;
-ТЕАСН МООЕ - активизирован режим ТЕАСН, манипулятор перемещается за произвольными траекториями;
-SТЕАСН МОDЕ - активизирован режим ТЕАСН-S, манипулятор перемещается за прямолинейными траекториями;
-ERROR - на пульте ручного управления одновременно нажаты кнопки, которые образовывают недопустимую операцию и т.п..
Кроме того, индикатор выбранной скорости при таком кодировании:
-1 засвеченный элемент - скорость инструмента ≈ 1.9 мм/с;
-2 засвеченный элемент - скорость инструмента ≈ 3.8 мм/с;
-3 засвеченный элемент - скорость инструмента ≈ 7.5 мм/с;
-4 засвеченный элемент - скорость инструмента ≈ 15.0 мм/с;
-5 засвеченный элемент - скорость инструмента ≈ 30 мм/с;
-6 засвеченный элемент - скорость инструмента ≈ 60 мм/с;
-7 засвеченный элемент - скорость инструмента ≈ 120 мм/с;
-8 засвеченный элемент - скорость инструмента ≈ 240 мм/с.
Ниже представлен пример программы управления ПР РМ-01 для сверления отверстий под поверхностный монтаж ЭРЭ:
G04*
G04 File: SVETOR~1.BOT, Thu Dec 01 21:35:19 2006*
G04 Source: P-CAD 2000 PCB, Version 15.10.17, (C:\DOCUME~1\Овчарик\РАБОЧИ~1\SVETOR~1.PCB)*
G04 Format: Gerber Format (RS-274-D), ASCII*
G04*
G04 Format Options: Absolute Positioning*
G04 Leading-Zero Suppression*
G04 Scale Factor 1:1*
G04 NO Circular Interpolation*
G04 Millimeter Units*
G04 Numeric Format: 4.4 (XXXX.XXXX)*
G04 G54 NOT Used for Aperture Change*
G04*
G04 File Options: Offset = (0.000mm,0.000mm)*
G04 Drill Symbol Size = 2.032mm*
G04 Pad/Via Holes*
G04*
G04 File Contents: Pads*
G04 Vias*
G04 No Designators*
G04 No Types*
G04 No Values*
G04 No Drill Symbols*
G04 Bottom*
G04*
G04*
G04 Aperture Descriptions*
G04 D010 EL X0.254mm Y0.254mm H0.000mm 0.0deg (0.000mm,0.000mm) DR*
G04 "Ellipse X10.0mil Y10.0mil H0.0mil 0.0deg (0.0mil,0.0mil) Draw"*
G04 D011 EL X0.050mm Y0.050mm H0.000mm 0.0deg (0.000mm,0.000mm) DR*
G04 "Ellipse X2.0mil Y2.0mil H0.0mil 0.0deg (0.0mil,0.0mil) Draw"*
G04 D012 EL X0.100mm Y0.100mm H0.000mm 0.0deg (0.000mm,0.000mm) DR*
G04 "Ellipse X3.9mil Y3.9mil H0.0mil 0.0deg (0.0mil,0.0mil) Draw"*
G04 D013 EL X1.524mm Y1.524mm H0.000mm 0.0deg (0.000mm,0.000mm) FL*
G04 "Ellipse X60.0mil Y60.0mil H0.0mil 0.0deg (0.0mil,0.0mil) Flash"*
G04 D014 EL X1.905mm Y1.905mm H0.000mm 0.0deg (0.000mm,0.000mm) FL*
G04 "Ellipse X75.0mil Y75.0mil H0.0mil 0.0deg (0.0mil,0.0mil) Flash"*
G04 D015 SQ X1.524mm Y1.524mm H0.000mm 0.0deg (0.000mm,0.000mm) FL*
G04 "Rectangle X60.0mil Y60.0mil H0.0mil 0.0deg (0.0mil,0.0mil) Flash"*
G04 D016 SQ X1.905mm Y1.905mm H0.000mm 0.0deg (0.000mm,0.000mm) FL*
G04 "Rectangle X75.0mil Y75.0mil H0.0mil 0.0deg (0.0mil,0.0mil) Flash"*
Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя.
Похожие работы
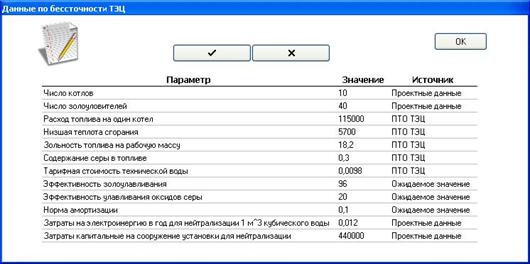
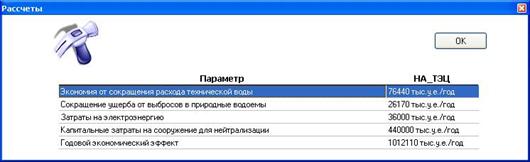
... не только уменьшаться, например, за счет улучшения культуры производства и использования экологически более совершенного оборудования и технологий, но и увеличиваться, например, при введении новых технологических процессов, таких, как десульфуризация и денитрификация дымовых газов. Сточная вода - это вода, свойства которой изменены в результате бытовых, промышленных, сельскохозяйственных или ...
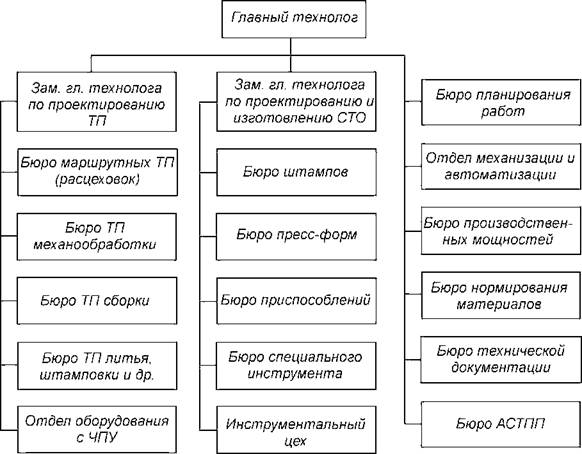
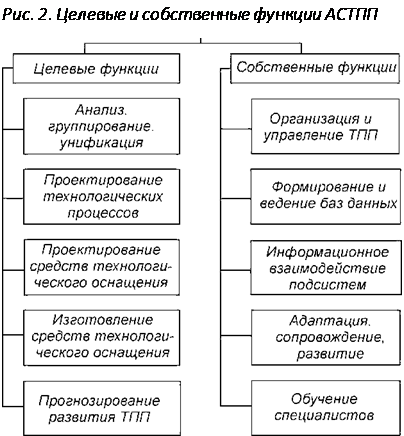

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...
0 комментариев