Навигация
Конструирование захватного устройства
36129
знаков
1
таблица
4
изображения
1.2 Конструирование захватного устройства
Захватные устройства (ЗУ) промышленных роботов служат для захватывания и удержания в определенном положении объектов манипулирования. При конструировании захватных устройств учитывают форму и свойства захватываемого объекта, условия протекания технологического процесса и особенности применяемой технологической оснастки, чем и обусловлено многообразие существующих захватных органов ПР. наиболее важными критериями при оценке выбора захватных органов являются приспосабливаемость к форме захватываемого объекта, точность захвата и сила захвата.
В классификации захватных устройств ЗУ в качестве классификационных выбраны признаки, характеризующие объект захвата, процесс захвата и удержания объекта, обслуживаемый технологический процесс, а также признаки, отражающие структурно-функциональную характеристику и конструктивную базу ЗУ.
К факторам, связанным с объектом захвата, относятся форма объекта, его масса, механические свойства, соотношение размеров, физико-механические свойства материалов объекта, а также состояние поверхности. Масса объекта определяет требуемое усилие захвата, т.е. грузоподъемность ПР, и позволяет выбрать тип привода и конструктивную базу ЗУ; состояние поверхности объекта предопределяет материал губок, которыми должно быть снабжено ЗУ; форма объекта и соотношение его размеров также влияют на выбор конструкции ЗУ.
Свойства материала объекта влияют на выбор способа захвата объекта, необходимую степень очувствления ЗУ, возможности переориентирования объектов в процессе их захвата и транспортирования к технологической позиции. В частности, для объекта с высокой степенью шероховатости поверхности, но нежесткими механическими свойствами, возможно применение только «мягкого» зажимного элемента, оснащенного датчиками определения усилия зажима.
Разнообразие ЗУ, пригодных для решения сходных задач, и большое число признаков, характеризующих их различные конструктивно-технологические особенности, не позволяют построить классификацию по чисто иерархическому принципу. Различают ЗУ по принципу действия: схватывающие, поддерживающие, удерживающие, способные к перебазированию объекта, центрирующие, базирующие, фиксирующие.
По виду управления ЗУ подразделяют на: неуправляемые, командные, жесткопрограммируемые, адаптивные.
По характеру крепления к руке ПР все ЗУ делят на: несменяемые, сменные, быстросменные, пригодные для автоматической смены.
Все захватные устройства приводятся в действие специальным устройством – приводом.
Привод – это система (электрическая, электромеханическая, электропневматическая и др.), предназначенная для приведения в движение исполнительных механизмов автоматизированных технологических и производственных машин.
Основные функции привода: усилие (мощность, крутящий момент), скорость (набор скоростей, диапазон скоростей); способность сохранять заданную скорость (усилие, крутящий момент) в условиях изменения нагрузки; быстродействие, конструктивная сложность; экономичность, стоимость, габариты, масса.
Основные требования, предъявляемые к приводам. Привод должен:
1) соответствовать по всем основным характеристикам заданному ТЗ;
2) позволять электрическое дистанционное автоматическое управление;
3) быть экономичным;
4) иметь малую массу;
5) обеспечивать простое согласование с нагрузкой.
По виду используемой силовой энергии различают приводы: электрический, пневматический, гидравлический механический, электромеханический, комбинированный.
В пневматических приводах используется энергия сжатого воздуха с давлением около 0,4 МПа, получаемого от цеховой пневмосети, через устройство подготовки воздуха.
1.2.1 Техническое задание на проектирование устройства
На стадии технического задания определяется оптимальное структурно-компоновочное решение и составляются технические требования к оснастке:
1) наименование и область применения – приспособление для установки ЭРЭ на печатную плату;
2) основание для разработки – задание на ККП;
3) цель и назначение оснастки – повысить уровень механизации и автоматизации технологической операции;
4) источники разработки – использование опыта внедрения средств технологического оснащения в отрасли;
5) технические требования:
a) количество ступеней подвижности не менее 5;
b) наибольшая грузоподъемность, Н 2,2;
c) статическое усилие в рабочей точке оснащения, Н не более 50;
d) наработка на отказ, ч, не менее 100;
e) абсолютная погрешность позиционирования, мм +0,1;
f) скорость движения с максимальной нагрузкой, м/с: - по свободной траектории не более 1; - по прямолинейной траектории не более 0,5;
g) рабочее пространство без оснащения сферическое с радиусом 0,92;
h) привод захватывающего устройства пневматический;
6) требования техники безопасности ГОСТ 12.1.017-88;
7) срок окупаемости 1 год .
Похожие работы
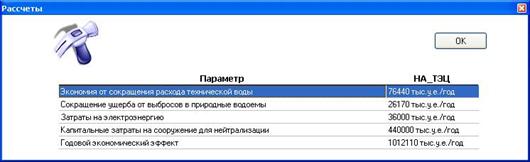
... не только уменьшаться, например, за счет улучшения культуры производства и использования экологически более совершенного оборудования и технологий, но и увеличиваться, например, при введении новых технологических процессов, таких, как десульфуризация и денитрификация дымовых газов. Сточная вода - это вода, свойства которой изменены в результате бытовых, промышленных, сельскохозяйственных или ...
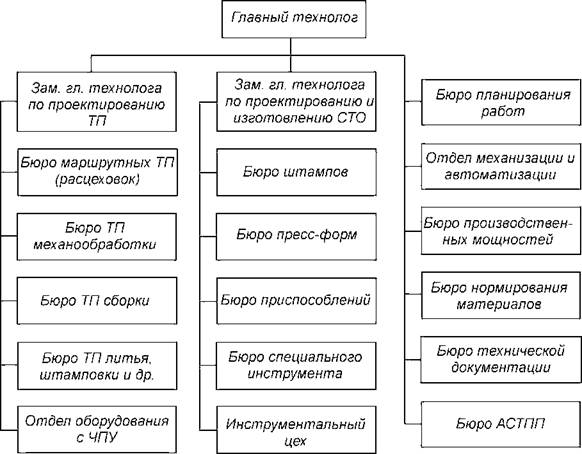
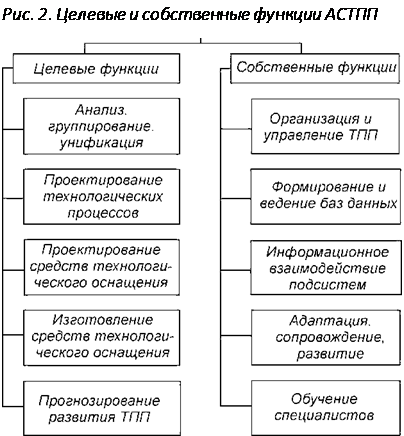
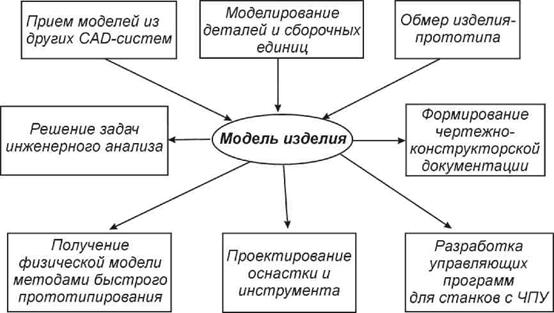

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...
0 комментариев