Система качества
Структурирование функции качества
По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
Статистический приемочный контроль по альтернативному признаку. Стандарты статистического приемочного контроля
Навигация
Структурирование функции качества
Основы управления качеством
36547
знаков
1
таблица
6
изображений
3. Структурирование функции качества
Каждое изделие должно отражать основные функциональные и стимулирующие характеристики качества. При этом речь идет о том качестве, которое определяется потребителем. Нужно исходить из того, что покупатель вряд ли будет говорить о многих показателях качества. Его интересует не больше двух-трех. Поэтому возникает проблема инженерного воплощения качества в изделие.
Для решения этой проблемы применяется метод Структурирования Функции Качества (СФК).
СФК разработан в Японии в конце 60-х годов. Одной из первых его применила МИЦУБИСИ на строительной верфи в Кобэ. В последствии этот метод получил широкое распространение в корпорации Форда.
Структурирование функции качества корпорация Форда определяет следующим образом:
"Средство планирования для перевода характеристик качества, которые требует покупатель (т.е. его желания, потребности, ожидания), в подходящие черты изделия.
Модель СФК разработана доктором Ф Яукухара. Процесс СФК состоит из четырех фаз:
Планирование разработки изделия.
Структурирование проекта.
Планирование технологического процесса.
Планирование производства.
Фаза 1. Планирование разработки изделия
Требования покупателя устанавливаются, осмысливаются и переводятся на язык инженерного проектирования в термины, которые называются Косвенными Показателями Качества. Наиболее важные их них используются для следующей фазы.
Фаза 2. Структурирование проекта
Рассматриваются различные концепции разработки изделия, которое удовлетворяло бы требованиям структурирования, и отбираются лучшая. Затем проект детализируется, при этом особое внимание уделяется существенным характеристикам изделия, которые вычислены по требованиям покупателей, структурированным в фазе 1. Детали разработки изделия затем структурируются в фазе 3.
Фаза 3. Планирование технологического процесса
Рассматривается технологический процесс разработки изделия. После отбора наиболее подходящих концепций процесса, способного производить изделия с учетом тех характеристик, которые уже структурированы, процесс детализируется в терминах существенных операций и параметров. Эти характеристики затем структурируются в следующей фазе.
Фаза 4. Планирование производства.
На этой заключительной фазе рассматриваются методы управления процессом. Эти методы должны обеспечить производство изделий в соответствии с их важнейшими характеристиками, определенными в фазе 2 и, следовательно, удовлетворяющими требованиям покупателя.
Следовательно, в течение всего 4-фазового процесса СФК для проекта изделия, разработки процесса и его инженерного обеспечения создается изделие, удовлетворяющее требованиям покупателя.
СФК требует знаний и опыта из различных областей и может осуществляться коллективом специалистов разных специальностей.
4. Текущее управление качеством
Текущее управление качеством связано с контролем технологических процессов. Определяются контрольные параметры технологического процесса. Выход за пределы допустимого диапазона контрольных параметров может привести к выпуску бракованной продукции. Отклонения параметров происходят под воздействием случайных факторов. Для контроля качества технологических процессов применяются статистические методы. Наиболее распространены:
Диаграмма Парето. Используется для оценки частоты появления брака (отклонения в размерах деталей, некачественное сырье, нарушение технологического процесса и др.).
Опыт исследования частоты брака показывает, что малое число видов брака составляет большую долю общего числа.
Суммарная частота появления брака категории "прочие" не должна превышать 10%, т. е. в прочие должны входить виды брака, суммарная доля которых не превышает 10%.
Схема Исикавы – "рыбий скелет".
Отражает логическую структуру отношений между элементами, этапами, работами, составляющими изучаемый технологический процесс. Схема строится по принципу четырех компонентов, влияющих на качество продукции: материал, машины, сырье, люди. При ее построении факторы располагаются по значимости (ближе к цели строится более значимый фактор). При этом каждый фактор проходи свой цикл предварительной обработки и может быть разбит на более мелкие, на более детализированные схемы. (см. схему).
Операции, составляющие обработку показаны стрелками Каждая стрелка сопряжена с оценками тех или иных показателей. Например, изделие нагревается возникает необходимость в контроле температурного режима. "Рыбий скелет является инструментом логического решения задачи.
Схема может применяться при анализе качества изделий в целом, а также отдельных этапов его изготовления.
Контрольные листки, в которых содержатся сведения о технологических процессах.
Применяются гистограммы, контрольные карты и др.
Контрольные карты являются одним из основных инструментов в обширном арсенале статистических методов контроля качества.
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений называются кумулятивными.
Контрольная карта (рис. 3.5) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
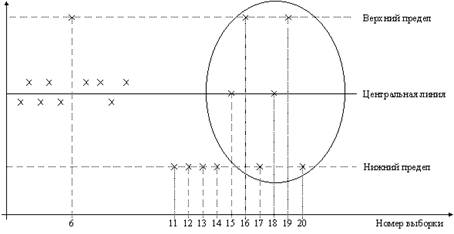
Рис. 5. Контрольная карта
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной.
Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Часто при определении факторов, влияющих на какой-либо результативный показатель, характеризующий качество используют схемы Исикава.
Они были предложены профессором Токийского университета Каору Исикава в 1953 г. при анализе различных мнений инженеров. Иначе схему Исикава называют диаграммой причин и результатов, диаграммой "рыбий скелет", деревом и т. д.
Она состоит из показателя качества, характеризующего результат и факторных показателей (рис. 3.6).
Построение диаграмм включает следующие этапы:
выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники ("большие кости");
выбор вторичных причин ("средние кости"), влияющих на главные;
выбор (описание) причин третичного порядка ("мелкие кости"), которые влияют на вторичные;
ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Так, они широко применяются при выделении наиболее значимых факторов, влияющих, например, на производительность труда.
Отмечается, что число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных существенно важных дефектов, можно устранить почти все потери.
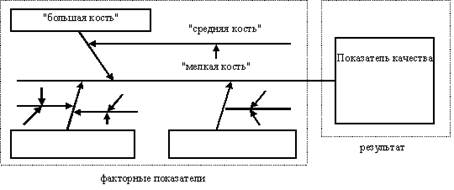
Рис. 6. Структура диаграммы причин и результатов
Эта проблема может решаться с помощью диаграмм Парето.
Различают два вида диаграмм Парето:
Похожие работы
... -технической документации (ГОСТы, ОСТы, ТУ и стандарты ISO), которая может оказаться существенным подспорьем для полиграфических предприятий, выбравших курс управления качеством и сертификации печатной продукции. Тенденция развития полиграфических услуг в России свидетельствует о значительном росте количества небольших полиграфических предприятий. Вследствие этого, с ростом конкуренции в этой ...

... control). При этом к "общему" руководству качеством принято относить планирование качества с учетом определенной направленности деятельности по его обеспечению, организацию работы по достижению целей системы управления качеством, обучение и мотивацию персонала, принятие необходимых стратегических решений по достижению качества, требуемого потребителем, и взаимодействие с внешней средой. Контроль ...
... требовать соблюдение требований стандартизации от других хозяйствующих субъектов, если это предусмотрено в договоре с ними. 2. Характеристика технического контроля по полноте охвата Особое место в управлении качеством продукции занимает контроль качества. Именно контроль как одно из эффективных средств достижения намеченных целей и важнейшая функция управления способствует правильному ...
... , занимающихся вопросами надежности. Однако довольно быстро и закономерно их деятельность переросла в работу по научно-методическому обеспечению решения в стране проблемы качества. История развития концепций управление качеством в СССР Фредериком У. Тейлором, соратником Г. Форда, была разработана концепция научного менеджмента, включившая системный подход, кадровый менеджмент, идею ...
0 комментариев