Навигация
Выборочный контроль при исследовании надежности
45681
знак
1
таблица
6
изображений
3. Выборочный контроль при исследовании надежности
Надежность представляет собой понятие связанное прежде всего с техникой. Его можно трактовать как “безотказность”, “способность выполнять определенную задачу” или как "вероятность выполнения определенной функции или функций в течение определенного времени и в определенных условиях".
Как техническое понятие “надежность” представляет собой вероятность (в математическом смысле) удовлетворительного выполнения определенной функции. Поскольку надежность представляет собой вероятность, для ее оценки применяются статистические характеристики.
Результаты измерения надежности доложены включать данные об объеме выборок, о доверительных границах, о процедурах выборочного исследования и др.
В технике применяется также понятие “удовлетворительное выполнение”. Точное определение этого понятия связано с определением его противоположности – “неудовлетворительного выполнения” или “отказа”.
Отказы системы могут быть обусловлены конструкцией деталей, их изготовлением или эксплуатацией.
В современных условиях большое внимание уделяется надежности электронного оборудования.
Общему понятию “надежности” противостоит понятие “собственно надежность” образца оборудования, которая представляет собой вероятность безотказной работы в соответствии с заданными техническими условиями при установленных проверочных испытаниях в течение требуемого промежутка времени. При испытаниях надежности измеряется “собственно надежность”. Она представляет по существу “операционную надежность” оборудования и является следствием двух факторов: “собственно надежности” и “эксплуатационной надежности”. Эксплуатационная надежность, в свою очередь, обусловлена соответствием аппаратуры ее использованию, порядком и способом оперативного применения и обслуживания, квалификацией персонала, возможностью ремонта различных деталей, факторами окружающей среды и др.
На каждую характеристику, подлежащую измерению, в технических условиях задается допуск, нарушение которого рассматривается как “отказ”. Допуск, определяющий отказ, должен быть оптимальным с необходимой надбавкой на износ деталей, т. е. он должен быть шире нормального заводского допуска. Поэтому заводские допуски устанавливают с учетом того, что детали со временем изнашиваются.
При обработке информации применяется величина обратная частости отказов “среднее время между отказами”.
Для исследования надежности применяются достаточно сложные аналитические методики. Например, при исследовании электронных систем инженер выбирает ряд ключевых характеристик, выбирает наиболее важную из них, выбирает варианты действий и один из этих вариантов, изучает условия работы и оценивает их.
В связи с высокими темпами современного научно-технического прогресса важно выбрать оптимальный момент для перехода от научных исследований и подготовительных работ к производству продукции. В условиях конкуренции удачно выбранное время запуска в производство является важным фактором, действующим в двух направлениях: “слишком ранний” запуск в производство может привести к таким же отрицательным последствия, как и “слишком поздний”.
Причинами изготовления ненадежной продукции могут быть:
отсутствие регулярной проверки соответствия стандартам;
ошибки в применении материалов и неправильный контроль материалов в ходе производства;
неправильный учет и отчетность по контролю, включая информацию об усовершенствовании технологии;
не отвечающие стандартам схемы выборочного контроля;
отсутствие испытаний материалов на их соответствие;
невыполнение стандартов по приемочным испытаниям;
отсутствие инструктивных материалов и указаний по проведению контроля;
нерегулярное использование отчетов по контролю для усовершенствования технологического процесса.
Математические модели, применяемые для количественных оценок надежности, зависят от “типа” надежности. Современная теория выделяет три типа надежности:
1. “Надежность мгновенного действия”, например, плавких предохранителей.
2. Надежность при нормальной эксплуатационной долговечности. Например, вычислительной техники. В исследованиях нормальной эксплуатационной надежности в качестве единицы измерения используют “среднее время между отказами”. Рекомендуемый в практике диапазон от 100 до 2000 часов.
3. Чрезвычайно продолжительная эксплуатационная надежность. Например, космические корабли. Если требования к сроку службы свыше 10 лет, их относят к чрезвычайно продолжительной эксплуатационной надежности.
При нормальной эксплуатационной надежности техническое предсказание надежности может быть теоретическим, экспериментальным и эмпирическим. При теоретических средствах испытания разрабатываю схему данной операции и проверяют соответствие схемы с помощью математической модели. Если схема не соответствует операции, вносятся уточнения до тех пор, пока соответствие не будет достигнуто. Это так называемое научное исследование.
Эмпирический подход заключается в выполнении необходимых измерений в отношении фактически выпускаемой продукции и выводах о надежности.
Экспериментальный подход занимает промежуточное положение между теоретическим и эмпирическим. При экспериментальном подходе используют и теорию и измерения. При этом широко применяют методы математического моделирования процессов, создавая на этой основе экспериментальные данные. После этого информация подвергается статистическому анализу с применением современных средств вычислительной техники, что обеспечивает надежность и достоверность выводов.
Любому виду испытания предшествует план эксперимента.
Поскольку надежность является вероятностной характеристикой, количественные оценки используются для оценки “средней надежности”, рассчитанной на основе выборок из всей совокупности, а также для предсказания будущей надежности. Надежность исследуется с помощью статистических методов и поддается уточнению с их помощью.
Следует отметить, что продолжительность службы не является единственным показателем эксплуатационных свойств.
В ряде случаев надежность можно характеризовать другими показателями (километраж пробега, продолжительность активного использования и др.) продолжительность службы изделий зависит как от условий изготовления, так и условий эксплуатации.
Надежность многих изделий может быть выявлена в условиях их потребления. Научно обоснованная система наблюдения за эксплуатацией изделий позволяет выявить дефекты, обусловленные нарушениями технологического процесса у производителя.
Производитель должен применять статистический контроль качества; проверять через определенные интервалы состояние управляемости процессов; стремиться к повышению качества и надежности выпускаемого оборудования; обеспечить правильное понимание требований заказчика и удовлетворения их.
Анализ различных определений надежности, имеющихся в литературе, приводит к обобщенному выводу, что под надежностью понимают безотказную работу изделий при регламентированных условиях эксплуатации в течение определенного периода времени.
Характерной особенностью контроля при исследовании надежности является то, что возможности составления выборок ограничены малочисленностью единиц аппаратуры на ранних стадиях ее освоения. Как правило, число единиц для испытания выбирает заказчик. При это уровень достоверности результатов испытания варьирует в зависимости от числа проверенных единиц. Такое же влияние оказывает продолжительность предполагаемого оперативного времени и степень износа образцов при испытании.
На практике составление выборок для испытания надежности производят в соответствии с планом, который вначале (а затем каждый раз, когда попавшее в выборку изделие характеризуется пониженным средним временем безотказной работы) предусматривает 10%-ный риск потребителя при уровне приемлемого качества, соответствующем 10% единиц, с надежностью ниже нормы. Отметим некоторое различие между статистическим контролем качества и выборочными проверками в связи с техническим обеспечением надежности. В последнем случае кроме вопросов представительности выборки возникает вопрос о необходимом времени испытаний.
Естественно, стопроцентное испытаний партий до полного износа образцов невозможно. Поэтому схемы выборочного контроля, применяемые при изучении надежности, предусматривают текущую выборочную проверку выпускаемой продукции с ослабленным режимом контроля до тех пор, пока не будет обнаружена продукция с характеристиками ниже нормы. Иными словами, ослабленная процедура контроля продолжается до тех пор, пока в выборке не появится дефектный экземпляр. При обнаружении единицы выпускаемой продукции с пониженной против нормы характеристикой восстанавливается нормальный режим контроля, который может перейти в режим усиленного контроля в зависимости от количества брака, выявленного в выборке. Как правило, подобные планы выборочного контроля разрабатываются с учетом заданного среднего времени безотказной работы и размеров ежемесячного выпуска продукции.
При исследовании надежности для решения вопроса о приемке или забраковывании партии нередко используют метод последовательного анализа. Прежде всего, выявляют, что среднее время безотказной работы при заданных условиях находится на уровне установленного минимума или превышает его. Такие испытания планируются после того, как предназначенные к испытанию образцы и испытательная аппаратура прошли надлежащую проверку. Испытания прекращаются, как только принимается решение о приемке. Но они не прекращаются, если принято решение забраковать партию. В последнем случае они продолжаются в соответствии с точно определенным планом статистического контроля.
Под отказом понимают появление первых признаков неправильной работы или неполадки в работе аппаратуры. Каждый отказ характеризуется определенным временем его возникновения.
Результаты исследования надежности имеют значение при сертификации продукции и систем качества.
Исследование надежности является объектом статистических методов, допускает их применении и поддается уточнению с их помощью. При проведении выборочного контроля надежности наряду с вопросом о представительстве выборки решается вопрос о необходимом времени испытаний.
Заключение
Вопросам управления качеством посвящено много исследований ученых различных стран, накоплен значительный опыт в области менеджмента качества. Поэтому важно обобщить основные положения теории и практики в данной области.
Российские предприятия пока еще имеют отставания в области применения современных методов менеджмента качества. Между тем повышение качества несет поистине колоссальные возможности. Однако повышение качества невозможно без изменения отношения к качеству на всех уровнях. Призывы к повышению качества не могут быть реализованы, если руководители различных уровней не станут относиться к качеству как образу жизни. К управлению качеством необходим системный подход.
Система управления качеством представляет собой совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и поддержание высокого уровня качества продукции.
Контроль качества предполагает выявление бракованных изделий. Большую роль в контроле качества играют статистические методы, применение которых требуется в стандартах ИСО 9000 при оценке систем менеджмента качества.
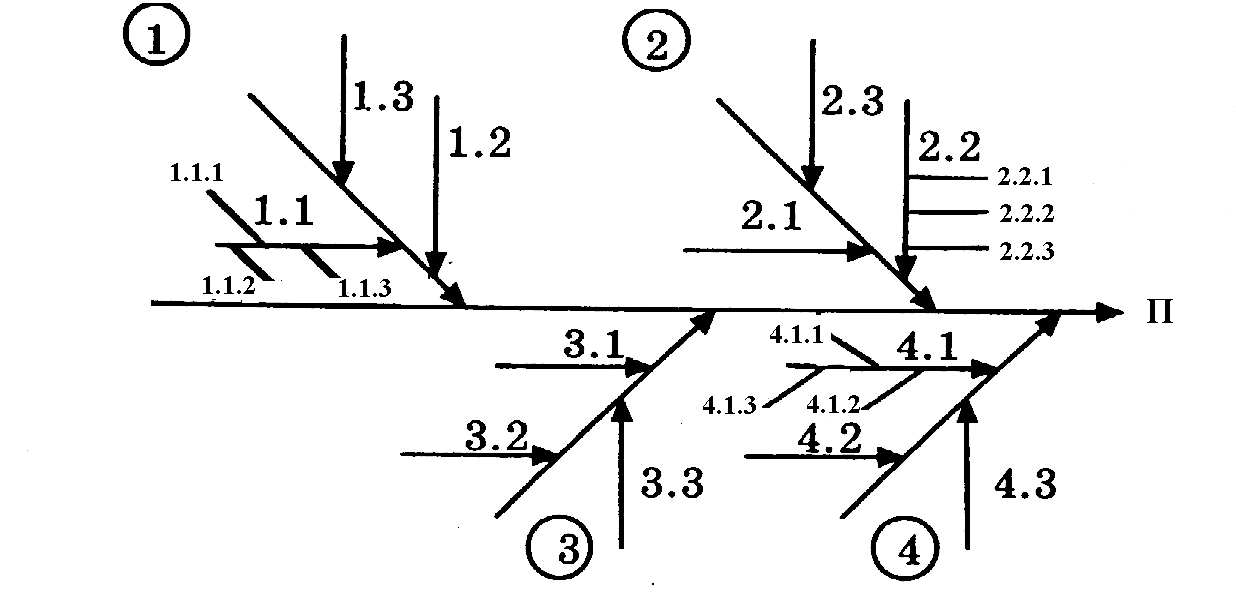
В контроле качества с успехом применяются контрольные карты. Контрольная карта состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса. Контрольные карты служат для выявления определенной причины (не случайной). Схема Исикава (диаграмма причин и результатов) состоит из показателя качества, характеризующего результат и факторных показателей.
Диаграммы Парето служат для выявления немногочисленных, существенно важных дефектов и причин их возникновения.
Список литературы
Корнеева Т. В. Толковый словарь по метрологии, измерительной технике и управлению качеством. – М.: Русский язык, 1990.
Мердок Дж. Контрольные карты. – М: Финансы и статистика, 1986.
Мхитарян В. С. Статистические методы в управлении качеством продукции. – М.: Финансы и статистика, 1982.
Статистические методы повышения качества / Под. ред. Хитоси Кумэ. – М: Финансы и статистика, 1990.
Bo Bergman, Bent Klefsio. Quality from Customer Needs to Customer Satisfaction. London? McGRAW-HILL Book Company, 1994.
Гличев А.В., Круглов М.И. Управление качеством продукции. – М.: Экономика, 1979.
Джуран Д. Все о качестве: Зарубежный опыт. Выпуск 2. Высший уровень руководства и качество. М., 1993.
Сиськов В.И. ,Экономико-статистическое исследование качества продукции. – М.: Статистика, 1971.
Экономический ежегодник хозяйственника: Выпуск 2/Э40. Науч. ред. Г.С. Празднов; Сост. Г.С. Празднов, Л.И. Кузнецова.М.: Экономика, 1991.
Азгальдов Г.Г, Теория и практика оценки качества товаров (основы квалиметрии). – М: Экономика, 1982.
Гончаров В.В. Важнейшие критерии результативности управления. – М: МНИИПУ, 1998.
Гончаров В.В. Ключевые элементы управления и их практическое значение. – М: МНИИПУ, 1998.
Контроль качества с помощью персональных компьютеров. – М: Машиностроение, 1991.
Кричевский С.Ю. Планирование качества продукции. – М: Экономика, 1988.
Методика оценки уровня качества с помощью комплексных показателей и индексов. – М: Изд-во стандартов, 1974.
Парамонова Т.Н. Экспресс - методы оценки качества продовольственных товаров. – М: Изд-во стандартов, 1989.
Справочник директора предприятия/Под ред. М.Г. Лапусты. – М: ИНФРА–М, 1996.
Статистические методы повышения качества. – М: Финансы и статистика, 1990.
Управление качеством продукции: справочник. – М: Изд-во стандартов, 1985.
Фищер Т.М. Координация управления качеством в свете трансакционых издержек// Проблемы теории и практики управления. – 1999. ‑ №3. – С. 62-67.
Хованов Н.В. Математические основы теории шкал измерения качества. ‑ Л.: Изд-во ЛГУ, 1982.
Шаститко А. Неинституциональный подход к анализу средств индивидуализации продукции// Вопросы экономики. – 1999. ‑ №3. – С. 61-73.
Для подготовки данной работы были использованы материалы с сайта http://www.referat.ru/
Похожие работы


... качеству принципов общей теории управления, разработка схем механизма управления качеством, определение характера потребностей, состояние конъюнктуры рынка как исходного элемента управления качеством продукции, критическое рассмотрение определений основополагающих терминов свидетельствуют о следующем: Современную организацию работ по качеству теоретически допустимо, а практически целесообразно и ...
... норматив, а, скорее, как инструмент, позволяющий предприятию достигать целей своего функционирования с учётом их конкретной специфики. В хозяйственной практике предприятий административный и экономический подходы к проблемам управления качеством не реализуются изолированно один от другого, а тесно между собой интегрированы, в результате чего качество рассматривается как обязательный атрибут ...
... вание изделия и планирование производства. В фирме было подготовлено объемистое руководство по управлению качеством, включающее ранее разработанные и некоторые новые инструкции по контролю качества. В связи с этим считалось, что система управления качеством функционирует. Однако это руководство в основном пылилось на полках и не оказывало повседневного воздействия на деятельность фирмы в ...
... эффективности деятельности предприятия. Это также доказывает рост таких показателей как выручка от реализации, производительность труда, чистая прибыль, рентабельность продаж и др. 2.3. Организация и управление качеством. 2.3.1. Дефекты хлебобулочных изделий На данном предприятии большая номенклатура выпускаемых хлебобулочных изделий, каждое из которых требует тщательного наблюдения за ...
0 комментариев