Министерство Образования и Науки Республики Беларусь
Белорусский Государственный Экономический Университет
кафедра организации и управления
К О Н Т Р О Л Ь Н А Я Р А Б О Т А
По предмету: «Организация производства»
Тема: «Организация конструкторской подготовки производства»
Вариант № 1
г. Минск, 1998г.
СодержаниеТактико-технические требования заказчика на новое изделие
Порядок разработки конструкторской документации согласно ЕСКД
Планирование и направления конструкторской подготовки производства
Задача
Список литературы
1. Тактико-технические требования заказчика на новое изделие.
Подготовка производства способствует непрерывному техническому прогрессу, выпуску высокоэффективной новой техники, созданию условий для эффективной работы предприятия.
Конструкторская подготовка производства – совокупность работ по проектированию новой или совершенствованию выпускаемой продукции.
Вновь проектируемые изделия должны соответствовать по своим технико-экономическим характеристикам передовым достижениям науки и техники, обеспечивать комплексную механизацию и автоматизацию производства, и повышение его эффективности. К новой продукции предъявляется ряд требований:
Непрерывное совершенствование качества продукции. Качество продукции - это совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствие с ее назначением;
Повышение надежности и долговечности продукции. Надежность – это свойство изделия сохранять технические параметры в заданных пределах и условиях эксплуатации (частота отказа изделия, безотказность, вероятность отказа изделия). Долговечность – свойство изделия длительно сохранять работоспособность в определенных режимах и условиях эксплуатации до разрушения (ресурс работы, срок службы оборудования);
Повышение уровня технологичности продукции, под которой понимается облегчение процесса изготовления продукции, возможность применения прогрессивных методов. Показатели технологичности характеризуют эффективность конструкции машин и технологии их изготовления (агрегатность конструкции, показатели блочной конструкции, материалоемкость);
Снижение себестоимости новой продукции за счет упрощения и совершенствования конструкции, замены дорогих материалов более дешевыми, снижение эксплуатационных затрат, связанных с эксплуатацией продукции;
Использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов. Показатели стандартизации и унификации – дают представление о степени использования в продукции стандартизированных составных частей и уровень их унификации. Стандартизация заключается в установлении единых, строго определенных требований к технико-экономическим параметрам и качеству изделий, правилам испытаний, контролю, упаковке, маркировке и хранению продукции. Унификация – приведение деталей и узлов машин. Приборов, оборудования, используемых в различных конструкциях, но выполняющих в них одинаковые функции, к конструктивной тождественности;
Улучшение экономических показателей – экономический эффект от эксплуатации изделия, уменьшение затрат на разработку, изготовление и эксплуатацию продукции;
Обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий. Это требование переплетается с этапами эргономической разработки. Под эргономикой понимается область знания, комплексно изучающая трудовую деятельность человека в системах «человек – техника – среда» (СЧТС), с целью обеспечения ее эффективности, безопасности и комфорта. Главной целью эргономики является:
Повышение эффективности СЧТС;
Безопасность труда;
Обеспечение условий для развития личности человека в процессе труда.
Состав эргономики формирует система показателей:
Антропологические – эти показатели регламентируют соответствие машины размещению и формам тела человека. Их задача – обеспечить рациональную и удобную позу;
Гигиенические условия – создание на рабочих местах нормальных метеорологических условий. Превышение установленных пределов по этим показателям не допускается;
Физиологические и психофизиологические показатели – определяют соответствие СЧТС силовым, энергетическим, зрительным, слуховым, осязательным возможностям и особенностям человека.
Проектирование нового изделия начинается с составления технического задания. Оно разрабатывается заказчиком и согласовывается с проектной организацией. В техническом задании устанавливаются назначение нового изделия, условия его эксплуатации, основные требования к качеству проектируемого изделия и технической документации.
2. Порядок разработки конструкторской документации согласно ЕСКД (ЕСКД - Единая система конструкторской документации).
Конструкторская подготовка производства включает пять стадий: техническое задание; технологический проект (этап технического предложения); рабочие чертежи опытных образцов (эскизный проект); изготовление, испытание и доводку опытных образцов новых изделий (эскизный проект); разработку рабочих чертежей для серийного производства (рабочей документации). Содержание конструкторской документации определено Единой системой конструкторской документации (ГОСТ 2.10168, ГОСТ 2.10968 и др.).
Рассмотрим эти стадии более подробно.
Техническое задание в него входит наименование и область применения изделия, основание для его разработки, цель и назначение разработки, технические требования, экономические показатели, необходимые стадии работ, порядок контроля и приемки изделия. Техническое задание основывается на изучении патента. Проведение патентованных исследований включает определение технического уровня объектов техники, тенденции развития, патентоспособности и патентной частоты. Техническое задание согласуется в установленном порядке с заказчиком. Если исходные данные технического задания не определяют однозначно рационального конструкторского решения, то осуществляют 2-ой этап.
Этап технического предложения техническое предложение содержит технические и технико- экономические данные о целесообразности разработки изделия, а также различные варианты возможных решений. Производится сравнительная оценка этих вариантов и даются предложения по выбору оптимального варианта изделия .
На этих первых этапах рассчитываются лимитные цены и экономическая эффективность от производства и использования новой продукции.
Эскизный проект представляет собой совокупность конструкторских документов, которые дают представление об устройстве и принципе работы изделия, а также содержат данные, определяющие назначение, параметры и габаритные размеры нового изделия. Сущность его заключается в разработке первоначального наброска будущей продукции. Он должен быть защищен. Если изделие простое, то эта стадия может отсутствовать.
Технический проект совокупность конструкторских документов, которые содержат окончательные технические решения, дающие полное представление об устройстве проектируемого изделия, и исходные данные для разработки рабочей документации. На этой стадии выполняются следующие работы:
Расчеты на прочность, жесткость, долговечность и т.д.;
Разработка компоновочных чертежей, чертежей агрегатов, сборочных единиц и ответственных деталей;
Макетирование;
Составление технических условий на эксплуатацию;
Экономическое обоснование проекта.
Рабочая документация в ее состав входят:
Чертежи, схемы и спецификации всех сборочных единиц и комплектов;
Технические условия и документы, регламентирующие условия эксплуатации и ремонта машин.
При подготовке производства продукции для серийного и массового производства, предусматриваются три этапа разработки рабочей документации. Разработка :
Опытного образца;
Установочных серий;
Установившегося производства.
Сдачей установочной серии приемочной комиссии завершается процесс отработки конструкции и формируется документация установившегося серийного или массового производства. По результатам проведения приемочных испытаний и принятия опытного образца определяется проект оптовой цены и экономический эффект от производства и использования новой техники, продукции.
3. Планирование и направления конструкторской подготовки производства.
Планирование подготовки производства новой продукции осуществляется в соответствии с перспективным и текущим планами развития техники. Составление плана начинается с уточнения видов продукции, подлежащих проектированию или модернизации в плановом периоде. Номенклатура проектируемой продукции определяется на основании плана производства. В план подготовки производства включаются также переходящие объекты с длительным сроком разработки. К их числу относятся работы, не законченные в предшествующем периоде, переходящие на следующий год, а также резерв объема работ на проектирование изделий, не предусмотренных планом.
Сроки проектных работ устанавливаются на основании плана выпуска продукции и длительности цикла ее изготовления. Все расчеты, связанные с определением сроков подготовки производства, делаются на основе объемных нормативов (количество оригинальных деталей в изделии, количество подлежащих разработке технологических процессов, требуемой оснастки) и нормативов трудоемкости проектирования изделий, разработки технологических процессов, изготовления оснастки. Объем работ определяется в натуральном выражении (в листах чертежей и количестве карт технологического процесса) и в человеко-часах.
При планировании рассчитываются:
Трудоемкость подготовки производства по отдельным этапам;
Определяются сроки подготовки производства новой продукции;
Определяются затраты на подготовку производства.
Для определения трудоемкости и сроков исходными данными являются:
Перечень новых изделий и технологических процессов;
Нормативные сроки освоения новой продукции;
Плановые нормативы для определения объемов затрат и трудоемкости по каждому виду продукции, работ.
Для определения нормативов производства:
Классификация по степени новизны:
Коэффициент по степени новизны К=1 новая продукция без существенных конструкторских изменений;
К=1,2 продукция с использованием базовой модели и значительным удельным весом унифицированных деталей;
К=1,3 продукция, которая требует новых разработок;
К=1,5 новые по конструкторскому использованию машины;
К=1,7 принципиально новые машины.
Классификация по степени сложности конструкции А, Б, В, Г, Д:
А самые простые конструкции;
. . .
Д самые сложные конструкции.
В конструкцию новых машин входят различные виды деталей: оригинальные детали, покупные, нормализованные, унифицированные.
Необходимо привести все эти детали к единому измерителю: условным деталям (за условную деталь принимается оригинальные детали, которые требуют наибольших затрат труда). Коэффициент условной детали = 1. Все остальные детали приравниваются к ней при помощи следующих коэффициентов:
Заимствованные и покупные детали К=0,5;
Унифицированные детали К=0,25;
Нормализованные детали К=0,2.
Нормативы трудоемкости устанавливаются в нормо-часах на 1 оригинальную (условную) деталь с учетом группы сложности конструкции.
Трудоемкость проектирования вновь создаваемой продукции определяется умножением количества условных деталей на трудоемкость проектирования 1 условной (оригинальной) детали с учетом степени новизны.
При планировании конструкторской подготовки производства (КПП) необходимо использовать мероприятия направленные на сокращение КПП. К ним можно отнести:
Конструктивную унификацию это сокращение необоснованного многообразия в типах конструкции, формах и размерах деталей и заготовок, профилях и марках применяемых материалов.
Интеграцию конструкторско-технологических решений (КТР) это совокупность конструкционных элементов проектируемого объекта, изготовляемого из определенных материалов, собираемого из определенных компонентов и конкретных технологических операций, обеспечивающих требования, предъявляемые к этому объекту. Система КТР ликвидирует барьер между конструированием, разработкой технологии и изготовлением новой техники.
Использование систем автоматизированного проектирования, что ускоряет конструкторское и технологическое проектирование, и др.
4. Задача.
Условие:
Определить плановый годовой расход и затраты на электроэнергию в механосборочном производстве предприятия, если суммарная мощность энергоприемников 15 тыс. кВт; КПД двигателей 0,8; коэффициенты, учитывающие:
потери в сети 0,9;
загрузку оборудования по мощности 0,7;
неравномерность работы оборудования по времени 0,9.
Расход энергии на освещение составляет 0,8 млн. кВт.ч.; на вентиляцию и другие хозяйственные нужды 1,2 млн. кВт.ч.
Тариф на силовую электроэнергию за 1 кВт.ч. составляет 500 рублей, на световую 100 рублей, плата за установленную мощность 1300 рублей.
Годовой фонд времени работы одного станка 4000 часов.
Решение:
Определение потребности в энергии основано на применении балансового метода. Для этих целей составляются сводные балансы и балансы по отдельным видам использования энергии. В расходной части энергобаланса отражается расчетная плановая потребность предприятия в энергии на всю хозяйственную деятельность предприятия, а в приходной части – источники покрытия этой потребности.
Общий расход энергии (Э) по предприятию условно делят на 2 части:
переменную, зависящую;
постоянную, независящую от объема выпуска продукции.
Переменная часть (Эперем)– расход на выполнение основных технологических операций. Постоянная часть – расход на освещение, вентиляцию и другие хозяйственные нужды.
Расчет энергии по переменной части определяем по следующей формуле:
Эперем = Му * Фд * Км * Кв / (k * p),
Где: Му – суммарная мощность по группам оборудования,(по условию = 15 тыс. кВт);
Фд – фонд времени, (по условию = 4000 часов);
Км – коэффициент, учитывающий загрузку оборудования по мощности,(по условию = 0,7);
Кв – коэффициент, учитывающий неравномерность использования оборудования по времени,(по условию = 0,9);
k – коэффициент, учитывающий КПД двигателей,(по условию = 0,8);
p – коэффициент, учитывающий потери в сети, (по условию = 0,9).
Расчет общей потребности энергии, по следующей формуле:
Э = Эперем + Эосв + Эвент + Эпроч,
Где Эосв – расход энергии на освещение, (по условию = 0,8 млн.кВт.ч.);
Эвент + Эпроч – расход энергии на вентиляцию и прочие нужды, (по условию = 1,2 млн.кВт.ч.)
Определим потребность предприятия в электроэнергии, подставив значения:
Э = 15000 * 4000 * 0,7 * 0,9 / (0,8 * 0,9) + 800000 + 1200000 = = 52500000 + 800000 + 1200000 = 54500000 (кВт.ч.) = = 54,5 (млн.кВт.ч.)
Затраты на электроэнергию (Затр) составят:
Затр = 15000 * 4000 * 1300 + 800000 * 100 + 1200000 * 500 = = 78000000000+ + 80000000 + 600000000 = 78680000000 (руб.) = = 78,68 (млрд. руб.)
Вывод:
Плановый годовой расход электроэнергии в механосборочном производстве составляет 54,5 млн.кВт.ч. затраты на электроэнергию составят 78,68 млрд. руб.
Список литературы
Организация, планирование и управление деятельностью промышленного предприятия. / Под ред. С.М.Бухало. – Киев.: Высш. школа, – 1989 г.
Организация, планирование и управление деятельностью промышленного предприятия. / Под ред. В.В.Осмоловского. – Мн.: Высш. школа, – 1984 г.
Экономика, организация, планирование и управление деятельностью промышленного предприятия. / Под ред. И.А.Лисицына. – Мн.: Высш. школа, – 1990 г.
Похожие работы
... , путем сохранения и увеличения конкурентоспособности, более рационального использования производственных мощностей и возможностей персонала. (6, стр.202) 1.6 Направления совершенствования технической подготовки производства Цикл возникновения идеи до организации выпуска изделий потребителям не должен превышать трех лет для самых сложных образцов техники. Более длительные сроки приведут к ...
... и группируются по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства. Основу ЕСТПП составляют: системно-структурный анализ цикла ТПП; типизация и стандартизация технологических процессов изготовления и контроля; ...
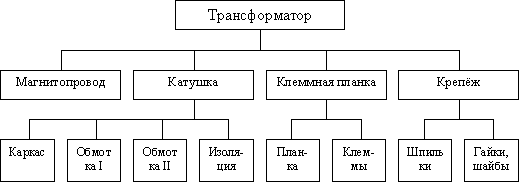
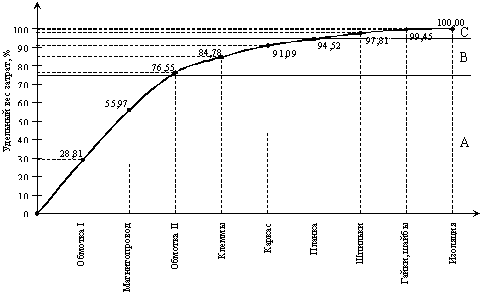
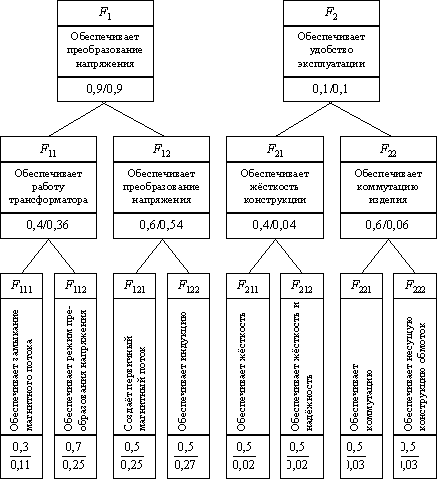
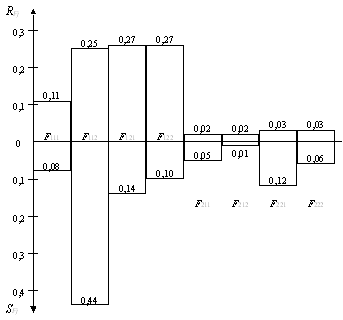
... диспропорции в изделии и степень удовлетворения одного из важнейших принципов ФСА – соответствия важности функций для потребителя затрат на её реализацию в сфере производства и эксплуатации. Выполнения функционально-стоимостного анализа Ниже приводится упрощённая схема выполнения корректирующей формы функционально-стоимостного анализа технического объекта на примере трансформатора. 1. Краткая ...

... по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства. Основу ЕСТПП составляют: системно-структурный анализ цикла ТПП; типизация и стандартизация технологических процессов изготовления и контроля; стандартизация ...
0 комментариев