Навигация
Конструктивная компановка агрегатного станка
24154
знака
3
таблицы
4
изображения
3.2 Конструктивная компановка агрегатного станка
Для обработки детали КОРПУС применяю следующую компановку станка
Конструктивная компановка станка
Рис.3
Поз I - Загрузочная производится установка заготовки в приспособлении и снятие готовой детали.
Поз II - Установлен один вертикальный шпиндель.
Поз III - Установлен один вертикальный шпиндель.
Поз IV - Установлен один вертикальный шпиндель.
4.Проектирование специальных узлов станка.
4.1 Устройство 4х шпиндельной головки.
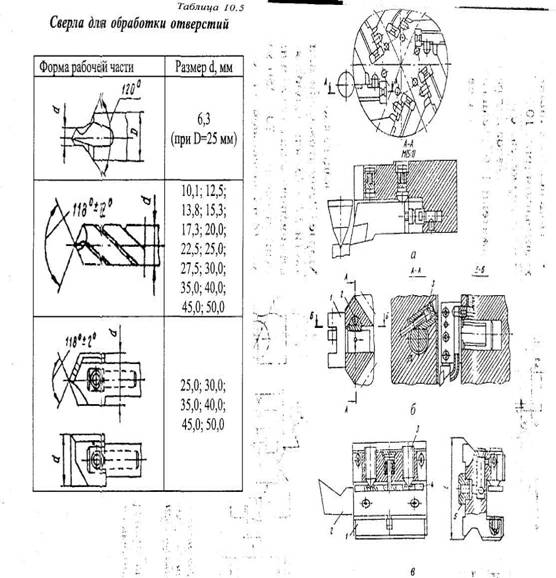
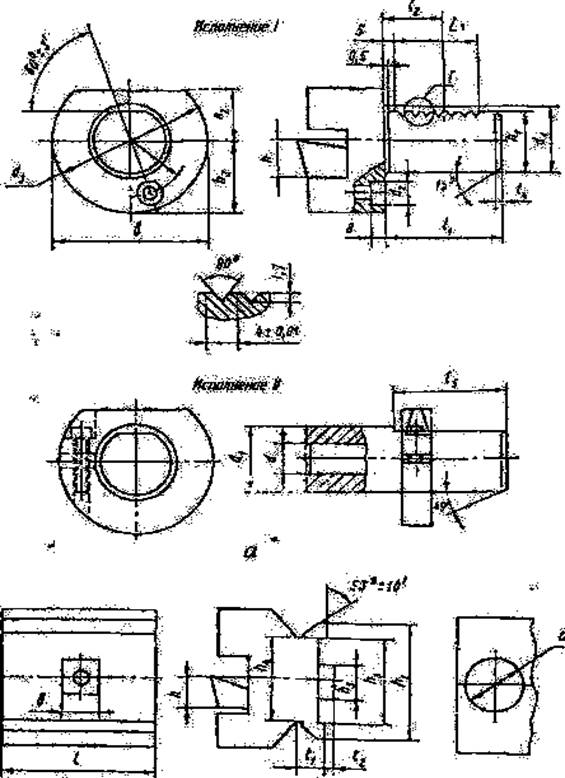
Для одновременного сверления 4х отверстий Æ 13 мм., в детали КОРПУС применяю 4х шпиндельную сверлильную головку. Головка крепится в шпинделе силовой головки агрегатного станка.
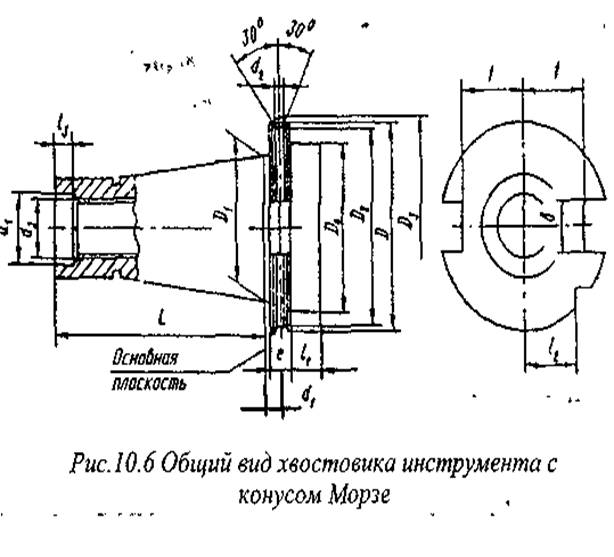
Принцип 4х шпиндельной сверлильной головки следующий: вращение от шпинделя силовой головки передается на хвостовик центрального (ведущего) шпинделя головки.
В отверстиях рабочих шпинделей установлены подвижные шпиндели, имеющие конические отверстия, в которые устанавливаются режущие инструменты – сверла для обработки отверстий.
Данные шпиндели могут выдвигаться в осевом напряплении, что необходимо при наладке станка.
4.2 Кинематический расчет шпиндельной сверлильной головки
Кинематический расчет 4х шпиндельной головки, заключается в определении диаметра тела зубьев и модуля при заданных значениях межцентрового расстояния ![]() .
.
Конструктивно применимо:
![]()
где d1 – делительный диаметр центральной шестеренки;
d2 – делительный диаметр рабочих шестеренок.
Рис. 4
Кинематическая схема головки.
Нормальный модуль зацепления рекомендутся принимать в пределах:
![]() при твердости зубьев
при твердости зубьев ![]()
![]()
Принимаю m=2мм по ГОСТ 9563-80;
Ведущая шестерня – 1
Делительный диаметр d1=50мм; m=2,0 мм; число зубьев
![]()
Внутренний диаметр
![]()
Наружный диаметр
![]()
Ведомая шестерня
Делительный диаметр ![]()
Число зубьев ![]()
Внутренний диаметр ![]()
Наружный диаметр ![]()
Определяем передаточное число зубьев ![]()
Число оборотов рабочих шпинделей n=355мин-1;
Число оборотов шпинделя силовой головки ![]()
4.3 Расчет шпинделей 4х шпиндельной головки.
Исходные данные:
![]() где h - КПД головки
где h - КПД головки ![]()
Рис.5
Расчетная схема 4х шпиндельной сверлильной головки.
![]()
hцп – КПД цилиндрической пары =0,98;
hп – КПД пары подшипников = 0,99;
п – кол-во пар зубчатых колес п=4;
к – кол-во пар подшипников к=5;
Определяем силы действующие в зацеплении
![]()
радиальные силы
![]()
Определяем диаметр вала в зоне установки подшипников
Ведущий шпиндель
 где [t]кр – кривая прочности при кручении
где [t]кр – кривая прочности при кручении
a - показатель степени, для конических подшипников = 0,3;
- цилиндрических = 3;
 Принимаем dп2=30мм;
Принимаем dп2=30мм;
Диаметр вала под шестерню dк=30мм;
Подшипник типа 206 ГОСТ8338-75
d=30мм; D=62мм; В=16мм; С=11,5мм;
 Принимаем dп1=30мм;
Принимаем dп1=30мм;
dk1=30 мм;
Подшипник ГОСТ 8338-75 типа 206
d=30мм; D=62мм; В=16мм; С=19,5мм;
Расчет ведущего шпинделя головки
Определяем реакции от силы Fz2.

Определяем опорные реакции от силы Ft2

Суммарные опорные реакции

Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...
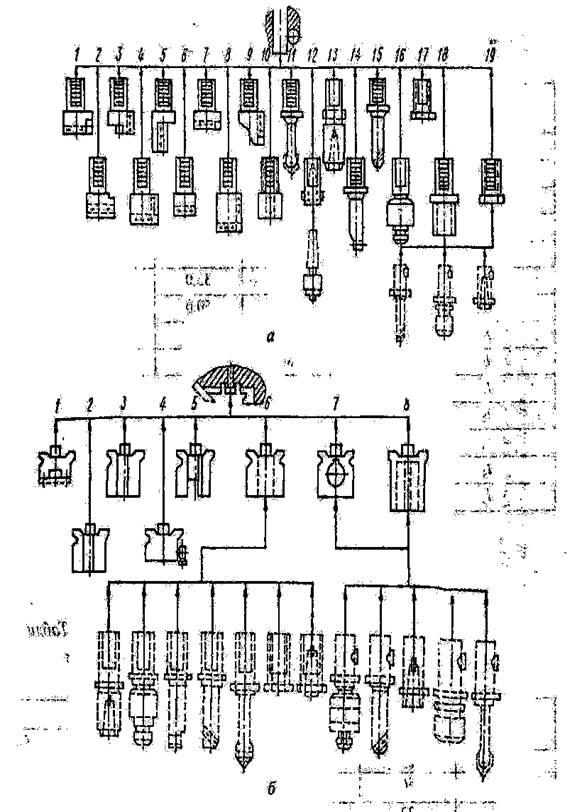
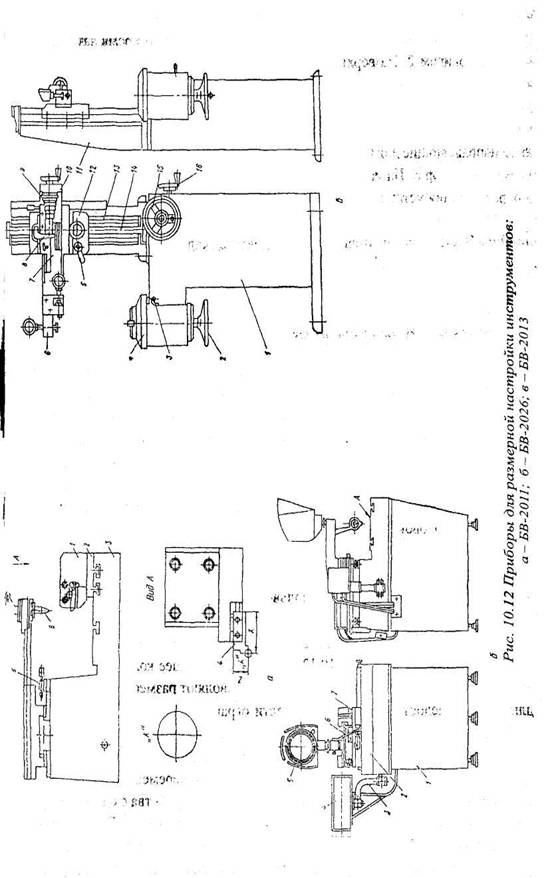
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
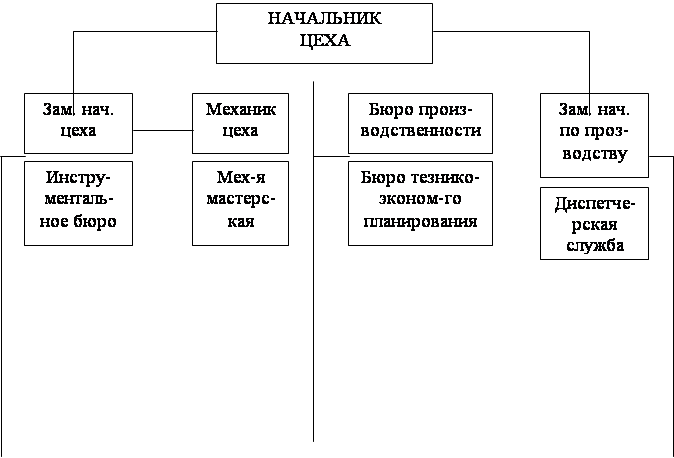
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев