Анализ
технологичности
конструкции
ТЗ на корректировку
КД для автоматизированного
изготовления
Формирование
рациональной
последовательности
технологических
процессов
Синтез структуры
АП
Подбор оборудования
и компоновка
гибкой автоматизированной
линии
Анализ структуры
гибкого автоматизированного
модуля
Использование
комплексной
системы проектирования
и изготовления
Навигация
Использование комплексной системы проектирования и изготовления
Разработка гибкого производства по выпуску фазового компаратора
53001
знак
3
таблицы
0
изображений
4.3 Использование комплексной системы проектирования и изготовления.
На современном этапе развития производства, повышения степени интеграции элементов радио электронной аппаратуры, а так же уменьшения размеров самой аппаратуры, необходима гибкая интеграция производственных возможностей с системами проектирования аппаратуры, а также с производителями оборудования для производства РЭА. Одним из условий успешного производства изделий в рамках жесткой конкуренции на рынке является применение в производстве последних научно технических разработок, а также умелая маркетинговая политика в направлении покупателя и конкурентов. Один из способов выиграть в жёсткой конкурентной борьбе это применять в своём производстве оборудование построенное на основе контроллеров с открытой архитектурой.
До последнего времени роль контроллеров в АСУ ТП в основном выполняли PLC (Programmable Logic Controller— программируемые логические контроллеры) зарубежного и отечественного производства.
Наиболее популярны в нашей стране PLC таких зарубежных производителей, как Alien- Braidly, Siemens, ABB, Modicon, и такие отечественные модели, как «Ломи-конт», «Ремиконт», Ш-711, «Мик-родат», «Эмикон». В связи с бурным ростом производства миниатюрных PC-совместимых компьютеров последние все чаще стали использовать в качестве контроллеров, причем эта тенденция напрямую связана с концепцией ОМАС.
Первое и главное преимущество РС-кон-троллеров связано с их открытостью, т. е. с возможностью применять в АСУ ТП самое современное оборудование.
Контроллер CS104 фирмы Steinhoff
только-только появившееся на мировом рынке, причем оборудование для РС-контроллеров сейчас выпускают уже не десятки, а сотни производителей, что делает выбор уникально широким. Это очень важно, если учесть, что модернизация АСУ ТП идет поэтапно и занимает длительное время, иногда несколько лет. Пользователь АСУ ТП уже не находится во власти одного производителя (как в случае с PLC), который навязывает ему свою волю и заставляет применять только его технические решения, а сам (или через своего системного интегратора) может сделать выбор, применяя те подходы, которые в данный момент его больше всего устраивают. Он может теперь применять в своих системах продукцию разных фирм, следя только, чтобы она соответствовала определенным международным или региональным стандартам.
Второе важное преимущество РС-контроллеров заключается в том, что в силу их «родственности» с компьютерами верхнего уровня не требуются дополнительные затраты на подготовку профессионалов, обеспечивающих их эксплуатацию. Эту работу могут с успехом выполнять (и это подтверждается на практике) специалисты, обеспечивающие эксплуатацию компьютеров верхнего
уровня. Это позволяет сократить сроки внедрения систем управления и упрощает процедуры их эксплуатации, что в конечном счете приводит к общему снижению затрат на создание или модернизацию АСУ ТП. Отметим также, что очень часто при рассмотрении вариантов построения АСУ ТП затраты на эксплуатацию не учитываются, что, на наш взгляд, является серьезной ошибкой.
Более высокая надежность — третье преимущество РС-контролле-ров. Обычно рассматривают физическую и программную надежность контроллеров. При этом под физической надежностью понимается способность аппаратуры устойчиво функционировать в условиях окружающей среды промышленного цеха и противостоять ее вредному воздействию, а под профаммной надежностью понимается способность ПО устойчиво функционировать при возникновении ситуаций, требующих реакции в заданное время. Физическую надежность PLC и РС-контроллеров можно считать одинаковой, поскольку нет оснований предполагать, что у РС-контролле-ров она будет ниже. Большинство РС-контроллеров ориентированы на
работу в тяжелых условиях, например в расширенном диапазоне температур, а также защищены от пыли, влаги, ударов, вибрации и электромагнитных излучений. Программная надежность определяется прежде всего степенью отлаженности ПО. Поскольку в РС-контроллерах могут использоваться коммерческие ОС и прекрасно отлаженные прикладные пакеты (сотни тысяч установок), то можно ожидать, что программная надежность, а следовательно, и общая надежность РС-контроллеров будут выше надежности PLC.
Операционная система контроллеров должна удовлетворять требованиям открытости. Но не только им. Специфика условий работы контроллеров требует, чтобы ОС поддерживала работу в режиме реального времени, была компактна и имела возможность запуска из ПЗУ или флэш-памяти.
Для РС-контроллеров лучше всего подходит операционная система QNX (фирма QSSL, Канада). Прежде всего, это связано с тем, что архитектура QNX является открытой, модульной и легко модифицируемой. QNX может загружаться как из ПЗУ, флэш-памяти, так и с помощью удаленной загрузки по сети. QNX разработана в соответствии со стандартами POSIX, является коммерческой операционной системой, широко распространена на мировом рынке (сотни тысяч продаж), поддерживает все шины, используемые в РС-контроллерах, включая ISA, PCI, CompactPCI, PC/104, VME, STD32. Более ста фирм — производителей программного и аппаратного обеспечения выпускают продукцию, ориентированную на QNX.
QNX была специально разработана для компьютеров PC (не является многоплатформной ОС), поэтому достигается эффективность и скорость обработки данных, характерная для мощных универсальных и мини-компьютеров.
QNX является операционной системой, которая дает полную гарантию в том, что процесс с наивысшим приоритетом начнет выполняться практически немедленно и что критическое событие (например, сигнал тревоги) всегда будет обработано. Она известна как операционная система, функционирующая в «защищенном режиме». Это означает, что все программы в системе защищены друг от друга и любая «фатальная» ошибка в одной из программ не приводит к «краху» всей системы. Файловая система QNX была разработана с учетом обеспечения целостности данных при отключениях питания. Даже при форс-мажорном отключении питания вы лишь потеряете некоторые данные из кэш-памяти, но файловая система не разрушится. После включения компьютера будет обеспечена нормальная работа системы. В QNX полностью реализовано встроенное сетевое взаимодействие «точка-точка». По существу, сеть из машин QNX действует как один мощный компьютер. Любые ресурсы (модемы, диски, принтеры) могут быть добавлены к системе простым подключением к любой машине в сети. QNX поддерживает одновременную работу в сетях Ethernet, Arcnet, Serial и Token Ring и обеспечивает более чем один путь для коммуникации, а также балансировку нагрузки в сетях. Если кабель или сетевая плата выходят из строя и связь прекращается, то система будет автоматически перенаправлять данные через другую сеть. Это предоставляет пользователю автоматическую сетевую избыточность и увеличивает скорость и надежность коммуникаций во всей системе.
Благодаря тому что QNX поддерживает средства работы с флэш-памятью (как на стадии загрузки ОС, так и в режиме работы с файловой системой), она обеспечивает очень важную возможность для функционирования контроллеров — работу
в так называемом режиме «слепого узла». Это означает, что система может выполняться на процессорном модуле без жесткого/гибкого диска, без монитора и клавиатуры, другими словами, в условиях отсутствия движущихся механических частей. Это создает возможность долговременной работы оборудования в необслуживаемом режиме. В частности, такие средства встроены в одноплатные компьютеры или модули флэш-памяти фирм OR Computers, Ziatech, M-systems и других.
Заключение
В данном курсовом проекте была разработана схема гибкого автоматизированного производства РЭС. Данное производство было спланировано с учётом минимального участия человека. Оно строится на использовании современного оборудования, позволяющего менять вид выпускаемой продукции с минимальными затратами.
В процессе проектирования было сформировано ТЗ на корректировку КД с учётом особенностей конкретного производства и спецификой выпускаемой продукции. Было подобрано необходимое оборудование с учётом его резервирования и дальнейшей модернизации.
Производство построено на принципе ГПС, заложенном в роботах с ЧПУ, микропроцессорных системах, т.е. на гибкости. Использование ПР с управлением от микропроцессоров позволяет не только перестраивать процессы в соответствии с конкретными требованиями и эффективно решать производственные задачи, но и влиять на дальнейшее развитие производства РЭА. Точность и быстродействие роботов повышаются из года в год. Современные роботы успешно выполняют операции сборки и сварки, требующие высокой точности. Применение ходовых, индукционных и импульсных датчиков, особенно встроенных в привод, позволяет получать ошибку позиционирования не более 0,02-0,05 мм.
Технической основой высоконадёжных ГПС является дальнейшее развитие таких путей повышения надёжности, как модульно-блочная конструкция оборудования, модульный принцип построения манипуляторов ПР, РТК в целом, автоматическая самодиагностика состояния оборудования, внедрение АСУ обслуживания и содержания оборудования с индивидуальным контролем состояния каждой единицы оборудования, анализ причин отказов с автоматической заменой теряющих надёжность блоков.
Переход к гибкому производству и электронизация всех производственных процессов ведут к созданию высокоавтоматизированнгог производства с минимальным участием людей, постоянным совершенствованием его по мере развития научно-технического прогресса. Значительные изменения в технике и технологии окажут большое влияние на на характер труда человека в условиях гибкого производства.
Литература1. Мысловский Э.В. “Промышленные роботы в производстве радиоэлектронной аппаратуры” – М.: Радио и связь, 1988.
2. “Не счесть у робота профессий” под.ред. П. Марша – М.: Мир, 1987.
3. “Методические указания к курсовому проекту Конструирование и технология микросхем и микросборок” под ред. О. Е. Бондаренко – М.: МАИ, 1989.
4. “Методические указания к курсовому проекту по дисцеплине “Технология РЭС и оборудование” под ред. О. Е. Бондаренко – М.: МАИ, 1989.
“Методические указания к выполнению технологической части дипломного проекта по радиотехническим специальностям” под ред. Ю. И. Боченкова – М.: МАИ, 1991.
Это курсовой проект по предмету: "Технология и оборудование Автоматизированного производства РЭС". Данный курсовой проект был сдан преподавателю кафедры 44-2 Московского Авиационного Института, Ляховой Н.Б. 30.12.2000. Курсовой выполнен на оценку отлично. Сам курсовой написан в редакторе Word2000. Так же по заданию для курсового проекта требуется выполнить "маршрутную карту производства устройства", которая выполнена с помощью приложения Microsoft Project 95 (версия 4.1)- это два файла: PLATA.MPP -сам проект и GAM.MPP -подпроект. В курсовой так же должны входить, полученные в качестве задания на курсовое проектирование, чертежи изделия, спецификация и ведомость покупных изделий к нему, но из-за большого объёма они в архив не включены. В принципе всё должно быть понятно и без них. Пользуй
Похожие работы
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
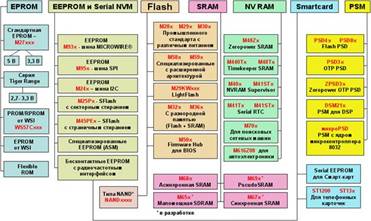
... на стадии разработки, так и в стадии сервисного обслуживания. Таким образом, целью бакалаврской работы – является разработка компонентов инфраструктуры сервисного обслуживания кристалла памяти ГАС. Объектом работы – является встроенная в ГАС память на кристалле. 1. анализ технического задания 1.1 Системы на кристалле. Общие представления Выражение "система на кристалле" не является, ...
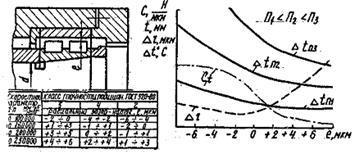
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...
0 комментариев