Анализ
технологичности
конструкции
ТЗ на корректировку
КД для автоматизированного
изготовления
Формирование
рациональной
последовательности
технологических
процессов
Синтез структуры
АП
Подбор оборудования
и компоновка
гибкой автоматизированной
линии
Анализ структуры
гибкого автоматизированного
модуля
Использование
комплексной
системы проектирования
и изготовления
Навигация
Анализ технологичности конструкции
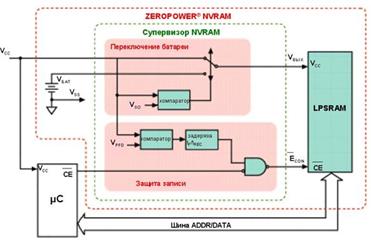
Разработка гибкого производства по выпуску фазового компаратора
53001
знак
3
таблицы
0
изображений
1.2. Анализ технологичности конструкции
1.2.1.Понятие технологичности конструкции
Одной из важнейших характеристик, влияющих на точность, качество и себестоимость аппаратуры, является технологичность конструкции. Под технологичностью понимается такое качество конструкции изделий, которое позволяет применить прогрессивные методы технологии и организации производственных процессов, обеспечивающие высокую производительность труда и минимальную себестоимость при соблюдении заданных требований. Отработка технологичности конструкции направлена на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт в целях обеспечения необходимого качества изделия.
Высокая технологичность конструкции изделия достигается совместным трудом разработчика, конструктора и технолога. На начальном этапе разработчик, как правило, намечает несколько схемотехнических решений. Конструктор по выбранной им принципиальной схеме компонует изделие. Совместно решается также проблема технологичности конструкции с учётом масштаба выпуска изделия и конкретных условий производства.
1.2.2. Определение конструкторских показателей технологичности
Коэффициент повторяемости компонентов и МСБ
Кпов мс= 1 – nт.к.м /Nк.м. , где
nт.к.м. – количество типоразмеров компонентов и МСБ;
Nк.м. – общее количество компонентов, микросхем и МСБ.
Подставив получим:
Кпов мс= 1 – 11 / (2+1+1+5+1+1+1+2+1+1+4)
Кпов мс= 1 – 11 /20 = 0.45
Коэффициент повторяемости печатных плат:
Кпов пп= 1 – nт.пп / Nпп , где
nт.пп – количество типоразмеров печатных плат, в том числе многослойных (без учёта числа слоёв);
Nпп – общее количество печатных плат
Т.к. наша ячейка собирается на одной плате, то коэффициент повторяемости печатных плат равен 0.
Коэффициент повторяемости материалов:
Кпов.м= 1 – nмм/nор.д , где
nмм – количество марок материалов, применяемых в изделии;
nор.д –количество оригинальных деталей.
Т.к в состав нашей ячейки входят только дискретные элементы, то количество материалов будет зависеть только от количества материалов используемых при изготовлении печатной платы и материалов / составов необходимых для установки элементов на плату и защиту изделия от внешних воздействий.
Для изготовления платы требуется:
стеклотекстолит СОНФ-1 ТУ16- 503.204- 80
Для установки элементов требуются:
припой ПОСК 50-18 ГОСТ 21931-76
припой ПОС 61
Клей ВК-9 ОСТ 4Г 0.029.204
Эмаль для маркировки ЭП-572 ТУ6- 10- 1539- 76
Эмаль для маркировки ЭП- 941Ш ТУ6- 10- 1663- 78
Т.о. получим:
Кпов.м= 1 – 5/23 = 0.78
Коэффициент использования микросхем и МСБ:
Кисп.мс= nмс / N ,где
nмс –количество микросхем и МСБ в изделии;
N – общее количество ЭРЭ, микросхем и МСБ.
Подставив получим:
Кисп.мс= 4 / 23 = 0.174
Коэффициент установочных размеров (шагов) ЭРЭ, компонентов и микросхем (МС):
Ку.р= 1 - nу.р / N ,где
nу.р- количество установочных размеров ЭРЭ, МС и компонентов.
Подставив получим:
Ку.р= 1 – 42 / 23 = - 0.826
Коэффициент стандартизации конструкции:
Кс= 1 – nор / N ,где
nор – количество оригинальных (нестандартных) ЭРЭ и конструктивных элементов (в том числе и МСБ).
Подставив получим:
Кс= 1- 4 / 23 = 0.826
Коэффициент унификации (повторяемости) конструкции:
Ку= 1 - nнаим /N ,где
nнаим – число наименований микросхем, МСБ, ЭРЭ и конструктивных элементов по спецификации изделия.
Подставив получим:
Ку=1- 20 / 23 = 0.131
Коэффициент использования площади коммутационной платы:
Ки.п= jэ.к / j к.п ,где
jэ.к- площадь занимаемая элементами, компонентами, контактными площадками и соединительными проводниками;
jк.п – площадь коммутационной платы.
Площадь металлизации платы – 60 кв.см ( 600 кв. mm)
Площади элементов :
DA1, DA2 ( 11.75*10.75 mm)
DD1, DD2 (7.5*9.5 mm)
R1 – R7 (1.25*1.25 mm)
C1, C2, C7 (1.5*1.5 mm)
C3 – C6 (3.25*4 mm)
C8 (2.5*2.5 mm)
L1 – L4 (2.25^2*3,14 mm)
Суммарная площадь всех элементов: 236.5 кв. мм
Подставив получим:
Ки.п= 600+236.5 / 2880 = 0.29
1.2.3. Определение производственных показателей технологичности
Для выбора варианта конструкции изделия на основе разработанной структурной схемы и маршрутных карт ТП производят расчёт частных производственных показателей.
Коэффициент простоты изготовления изделий:
Кп.и= 1 – nп / (nэ + nк) ,где
nп – количество элементов и компонентов МСБ, требующих подгонки;
nэ – общее количество напыляемых (или изготавливаемых другими методами ) элементов;
nк – общее количество компонентов.
Подставив получим:
Кп.и.= 1 – 0 / (4 +23) = 1
Коэффициент расширенных допусков:
Кр.д.= nр.д. / nэ ,где
nр.д. – количество напыляемых ( или изготавливаемых другими методами) элементов с допусками >= 10% от номинала;
Подставив получим:
Кр.д= 4 / 23 = 0.174
Коэффициент простоты обеспечения заданной конфигурации элементов:
Кп.о.к.= nм.т / nэ , где
nм.т – количество элементов, получаемых с помощью свободных масок или трафаретов:
В составе нашей ячейки плёночные элементы отсутствуют, поэтому Кп.о.к.= 0
Коэффициент совмещения вакуумных циклов процесса напыления слоёв пассивной части:
Кс.в.ц= 1 – nв.ц. / nс , где
nв.ц – число вакуумных циклов откачки подколпачного устройства установки для напыления пассивной части МСБ;
nс – число всех слоёв МСБ.
В составе нашей ячейки плёночные элементы отсутствуют, поэтому Кс.в.ц = 0.
Коэффициент простоты выполнения монтажных соединений:
Кп.м.с= 1 - nг.в / nм.с , где
nг.в – количество монтажных соединений, выполняемых с использованием гибких выводов и проволочных перемычек;
nм.с – общее количество монтажных соединений.
В составе нашей ячейки гибкие выводы имеют микросхемы:
DA1, DA2 – по 16 шт;
DD1, DD2 – по 14 шт; индуктивности:
L1 – L4 по 2 шт.
Подставив получим:
Кп.м.с=1 – 68 / 94 = 0.277
Коэффициент ограничения числа видов сборочно-монтажных соединений:
Ко.в.с= 1 – nв.с / nп.с , где
nв.с – число видов соединений с учётом конкретного способа их выполнения (ультразвуковая пайка, электроннолучевая или лазерная сварка, склеивание теплопроводящим клеем, контактолом и т .д. );
nп.с – число пар соединяемых (любым видом соединения) конструктивных элементов изделия.
Применяемые соединения:
паянное припоем ПОСК 50 – 18 ГОСТ 21931- 76 ( 34)
паянное припоем ПОС 61 ( 60 )
клееное клеем ВК –9 ОСТ 4Г 0.029.204 ( 4+3 )
Ко.в.с= 1- 3 / 101 = 0.97
Коэффициент использования групповых методов обработки:
Ки.г.м= nг.м / nоп , где
nг.п – число операций технологического процесса, предусматривающих использование групповых методов обработки;
nоп – общее число операций.
Групповые методы обработки в нашем случае будут применятся на следующих стадиях изготовления печатной платы:
нарезка заготовок;
сенсибилизация;
химическая металлизация отверстий;
гальваническое нанесение меди;
травление меди с пробельных мест.
Подставив получим:
Ки.г.м= 5 / 11 +31 = 0.119
Коэффициент автоматизации и механизации установки монтажа изделий:
Ка.м= nа.м / nм.с , где
nа.м – количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом;
В нашем случае все монтажные соединения будут выполняться автоматически, за исключением установки индуктивностей L1 – L4 и распайки их выводов.
Поэтому получим:
Ка.м = 86 /94 =0.915
Коэффициент автоматизации и механизации операций контроля и настройки электрических параметров:
Ка.к= nа.к / Nк , где
nа.к – количество операций контроля и настройки, которые можно осуществить автоматизированным или механизированным способом;
Nк – общее количество операций контроля и настройки.
Подставив получим:
Ка.к= 2 / 3 = 0.667
Коэффициент применения типовых технологических процессов:
Кттп= nттп / nоп , где
nттп – количество операций выполняемое по типовым технологическим процессам:
По типовым тех процессам в нашем случае выполняются следующие операции:
все операции изготовления ПП (11 шт);
нанесение маркировки;
нанесение защитного покрытия;
выходной контроль.
Т.о. получим:
Кттп= 14 / 42 =0.333
Комплексная оценка технологичности:
Комплексная оценка технологичности изделия производится по пятибалльной системе. Численные значения частных показателей технологичности Кi переводятся при этом в бальную оценку:
Бi= 4 – (Кнi – Кi) / Кi , где
Кнi- нормативное значение показателя (берётся из табл. 2.1 литер.2 ) на данном уровне развития техники и технологии;
Кi – расчётное значение показателя разрабатываемого изделия;
Кi – эквивалент одного балла, численные значения которого приведены в табл. 2.1.
| № пп | Наименование показателя | Обозначение Кi | Значение нормативного показателя Кнi | Эквивалент одного балла Кi | Расчётный частный показатель Кi | Бальный показатель Б |
| А. Конструктор- ские показатели, определяемые коэффициентами: | ||||||
| 1 | повторяемости микросхем и МСБ | Кпов.мс | 0.95 | 0.2 | 0.45 | 1.5 |
| 2 | повторяемости ПП | Кпов.пп | 0.95 | 0.2 | 0 | -0.75 не нужен |
| 3 | повторяемости материалов | Кпов.м | 0.7 | 0.25Кн | 0.78 | 4.46 |
| 4 | использования микросхем и МСБ | Кисп.мс | 0.8 | 0.12 | 0.174 | -1.22 |
| 5 | установочных размеров ЭРЭ | Кур | 0.85 | 0.25Кн | -0.826 | -3.9 |
| 6 | стандартизации конструкции изделия | Кс | 0.85 | 0.25Кн | 0.826 | 3.89 |
| 7 | унификации конструкции изделия | Ку | 0.7 | 0.25Кн | 0.131 | 0.75 |
| 8 | использования площади ПП | Ки.п | 0.6 | 0.1 | 0.29 | 0.9 |
| Производственные показатели, определяемые коэффициентами: | ||||||
| 1 | простоты изготовления МСБ | Кпи | 0.95 | 0.2 | 1 | 4.25 |
| 2 | расширенных допусков | Кр.д | 0.9 | 0.3 | 0.174 | 1.58 |
| 3 | простоты обеспечения заданной конфигурации | Кпок | 0.5 | 0.2 | 0 | 1.5 не нужен |
| 4 | совмещение вакуумных циклов | Ксц | 0.6 | 0.15 | 0 | 0 не нужен |
5 | простоты выполнения монтажных соединений | Кпмс | 0.6 | 0.15 | 0.277 | 1.85 |
| 6 | ограничения видов соединений | Ковс | 0.9 | 0.1 | 0.97 | 4.7 |
| 7 | использования групповых методов обработки | Кигм | 0.4 | 0.25 | 0.119 | 2.88 |
| 8 | автоматизации установки и монтажа | Ка.м | 0.87 | 0.3 | 0.915 | 4.15 |
| 9 | автоматизации контроля и настройки | Ка.к | 0.5 | 0.13 | 0.667 | 5.28 |
| 10 | применения типовых техпроцессов | Кттп | 0.6 | 0.15 | 0.333 | 2.22 |
С учётом корректировки показателей технологичности рассчитывают среднебальный показатель:
Бср= Бi / N , где
N – количество показателей, участвующих в оценке ( в том числе приравненных к 0).
Подставив получим:
Бср= 33.29 / 18= 1.85
Похожие работы
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
... на стадии разработки, так и в стадии сервисного обслуживания. Таким образом, целью бакалаврской работы – является разработка компонентов инфраструктуры сервисного обслуживания кристалла памяти ГАС. Объектом работы – является встроенная в ГАС память на кристалле. 1. анализ технического задания 1.1 Системы на кристалле. Общие представления Выражение "система на кристалле" не является, ...
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...
0 комментариев