Анализ
технологичности
конструкции
ТЗ на корректировку
КД для автоматизированного
изготовления
Формирование
рациональной
последовательности
технологических
процессов
Синтез структуры
АП
Подбор оборудования
и компоновка
гибкой автоматизированной
линии
Анализ структуры
гибкого автоматизированного
модуля
Использование
комплексной
системы проектирования
и изготовления
Навигация
Синтез структуры АП
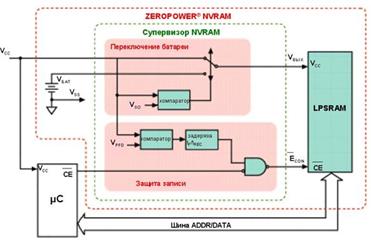
Разработка гибкого производства по выпуску фазового компаратора
53001
знак
3
таблицы
0
изображений
3.1 Синтез структуры АП.
Структурная схема АП представлена в отдельном проекте MSProject. Приложение1.
В нашем случае изделие рассчитано на массовое производство, и как следствие, оно обладает достаточно низкой ценой и хорошими техническими характеристиками, что должно привлечь внимание потенциальных покупателей.
Высокие темпы развития науки, а вместе с ней и “высоких” технологий, диктуют необходимость, строить производство на основе гибких технологий, позволяющих с минимальными затратами переходить на выпуск более совершенной продукции и одновременно поднимать её конкурентоспособность на рынке, путем повышения качества и понижением цены.
Всё выше сказанное достижимо лишь в том случае, если наше производство будет оснащено универсальным оборудованием, способным работать с различными видами элементной базы. Ввиду постоянного совершенствования производителями элементной базы, необходимо наблюдать за рынком комплектующих элементов и своевременно производить модернизацию производства, заменяя устаревшее оборудование на более новое.
Проанализировав все факты, а также составив прогноз развития отрасли на недалекое будущее, особо уделив внимание потенциальным конкурентам, учитывая крупносерийность нашей продукции, выясним- что для нашего случая наилучшим образом подходит гибкий вид автоматизации производства. Гибкому виду производства присущи определённые качественные характеристики, попробуем проанализировать наше производство, по этим характеристикам:
-универсальность, т.е способность к переналадке отдельных модулей. Да, универсасальность имеет место в нашем производстве, т.к. в условиях нынешней экономической ситуации не приходится расчитывать на устойчивый покупательский спрос в течении долгого периода времени, следовательно оборудование будет устанавливаться универсальное, либо в случае отсутствия подходящего наименее дорогостоящее (из перечня удовлетворяющего по соотношению качество-цена), с перспективой замены в будущем на принципиально новое.
-мобильность, т.е. минимальное время перехода с выпуска одного изделия на другое. Данный параметр целиком зависит от особенностей конкретного вида оборудования и квалифицированности обслуживающего персонала. Ну, если на оборудование мы влиять ни как не можем, то подготовке персонала будет уделяться большое внимание.
-резервирование оборудования. По возможности будет учитываться, но резервирование большого числа единиц оборудования нам не выгодно, т.к. в случае “окончательного” устаревания конкретного вида, возникнет необходимость замены так же и резервного оборудования, помимо замены основного, поэтому постараемся обойтись высоким уровнем сервисного обслуживания, резервируя в основном только “узкие места” производства.
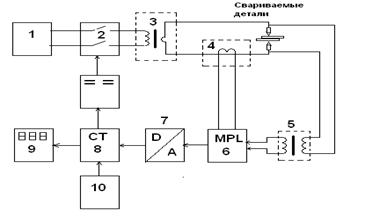
Структурная схема данного производства представляет собой централизованную структуру, центром которой является транспортно-складская система. Такая структура имеет следующие достоинства:
-Высокая надёжность структуры, т.к. выход из строя одного из модулей не сможет парализовать работу всего производства. Неисправный модуль можно на время исключить из производства и либо запустить резервный, либо (при наличии определённого “буферного” запаса полуфабриката на складе) скомпенсировать работу отсутствующего модуля.
-Возможность постоянного контроля и управления процессом производства, компенсации узких мест и оптимизации всего производства, перераспределением ресурсов “на лету”.
-Высокая универсальность транспортной системы, т.к. в основном для транспортировки будут использоваться одни и те же механизмы.
Недостатком, с моей точки зрения, является высокая централизованность такой системы, что при повреждении центра управления системой приведёт к остановке всего производства. Но учитывая большое количество преимуществ и высокую надёжность оборудования (не считая умышленной его порчи) такая схема представляется мне наилучшим выбором.
Для упрощения процесса планирования производства, разработаем таблицу кодов для каждого основного процесса производства:
| Производственный элемент | Код |
| ГАЛ Изготовление ПП | ПП-1 |
| Станок полировки торцов | ПП-1-1 |
| Станок сверлильный | ПП-1-2 |
| Штамп на основе керамики ВК | ПП-1-3 |
| Ванна для CHCL2 | ПП-1-4 |
| Ванна для хим метализации | ПП-1-5 |
| ГАМ Получение рисунка схемы | ППM-1 |
| Станок для правки ракеля | ППМ-1-1 |
| Автомат сеткографической печати | ППМ-1-2 |
| Линия сушки ИК-лучами | ППМ-1-3 |
| Ванна для гальванич нанесен меди | ПП-1-6 |
| Ванна для плакирования | ПП-1-7 |
| Ванна ультрозвуковая | ПП-1-8 |
| Устройство обработки в орг растворителях | ПП-1-9 |
| Уст определения паяемости ПП | ПП-1-0 |
| ГАЛ Установка элементов | УЭ-1 |
| Автомат установки зл-тов(конденсаторы) | УЭ-1-1 |
| Автомат установки эл-тов(резисторы) | УЭ-1-2 |
| Полуавтомат укладки и пайки ИМС | УЭ-1-3 |
| Паяльник импульсный | УЭ-1-4 |
| Контрольный стенд | УЭ-1-5 |
| ГАЛ Нанесение покрытий | НП-1 |
| Автомат сеткографической печати(марк) | НП-1-1 |
| Автомат сеткографической печати | НП-1-2 |
| Камера для распыления | НП-1-3 |
| ГАЛ Выходная стадия | ВС-1 |
| Стол регулировочный | ВС-1-1 |
| Стенд испытательный | ВС-1-2 |
| Транспортный портал | ТП-1 |
| Буферные склады | БС-1 |
| Склад готовой продукции | СГП-1 |
Похожие работы
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
... на стадии разработки, так и в стадии сервисного обслуживания. Таким образом, целью бакалаврской работы – является разработка компонентов инфраструктуры сервисного обслуживания кристалла памяти ГАС. Объектом работы – является встроенная в ГАС память на кристалле. 1. анализ технического задания 1.1 Системы на кристалле. Общие представления Выражение "система на кристалле" не является, ...
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...
0 комментариев