Общие сведения об изделии РЕМИКОНТ Р 130
Регулирующяя модель
РЕМИКОНТ Р-130
Пульт настройки ПН-1
Блок усилителей сигналов низкого уровня и термопар БУТ-10
Устройство связи с объектом УСО
Функциональные возможности
Общие свойства алгоритмов и алгоблоков
Подготовка и включение РЕМИКОНТ Р 130
Подготовка блока контроллера БК-1 к работе
Тестирование сторожа цикла
Алогоритмы
Настройка
Алгоритмы лицевой панели
ВАА(07)-Ввод аналоговый группы А и
Навигация
Алгоритмы лицевой панели
Автоматизированные технологические комплексы
105829
знаков
45
таблиц
0
изображений
2. Алгоритмы лицевой панели.
2.1. ОКО(01)-Оперативный контроль регулирования.
Назначение.
Алгоритм применяется в том случае, если оперативное управление контуром регулирования должно вестись с помощью лицевой панели контроллера. Каждый контур (от 1 до 4) обслуживается своим алгоритмом ОКО. Алгоритм позволяет с помощью клавиш лицевой панели изменять режим управления, режим задания, управлять программным задатчиком, изменять выходной сигнал регулятора (в режиме ручного управления), изменять сигнал задания (в режиме ручного задат
чика), а также контролировать сигналы задания и рассогласования, входной и выходной сигналы, параметры прграммы (при программном регулировании) и т.п. Как правило,алгоритм ОКО ,применяется в сочетании с алгоритмами ЗДН, ЗДЛ, РУЧ,РАН,РИМ.
Оисание алгоритма.
Алгоритм ОКО (рис.2) помещается только в алгоблоки с номерами от 1 до 4. Номер алгоблока, в который помещен алгоритм ОКО, определяет номер контура, обслуживаемого данным алгоритмом ОКО. При одном контуре алгоритм ОКО помещается в первый алгоблок, при двух контурах- в первый и второй алгоблоки и т.д.
Алгоритм имеет модификатор 0<=m=<15. Модификатор задает вид и спецефичес
кие параметры регулятора, а именно:
а) является регулятор обычным каскадным;
б) имеет регулятор аналоговый или импульсный выход;
в) предусматривается ли переход на внешнее задание;
г) предусматривается ли режим дистанционного управления;
| Nz | Тип сигнала |
| 0 1 2 3 4 5 6 7 8 9 | Дискретный Время,младший масштаб Время,старший масштаб Скорость,младший масштаб Скорость,старший масштаб Время импульса Масштабный коэффициент Kоэфф.пропорциональности Аналоговый Числовой |
| Вид регулятора | Мод | РЕЖИМЫ "ВНШ" | ЗАДАНИЯ"ДСТ" |
| обычный аналоговый | 00 01 02 03 | - - + + | - + - + |
| Обычны импульсный | 04 05 06 07 | - - + + | - + - + |
| каскадный аналоговый | 08 09 10 11 | - - + + | - + - + |
| каскадный импульсный | 12 13 14 15 | - - + + | - + - + |
ОКЛ (02) - Оперативный контроль логической программы.
2.2. ОКЛ(02)-Оперативный контроль логической программы.
Назначение. Алгоритм ОКЛ применяется в составе модели Р-130, ориентировочнной на решение задач логического шагового управления. Алгоритм применяется в сочетании с алгоритмом этапа ЭТП, координирует работу алгоритмов ЭТП и позволяет выводить на индикаторы лицевой панели оперативную информацию о ходе выполнения логической программы. В одном контроле можно реализовать 4 независимых программы. Для контроля каждой программы используется отдельный алгоритм ОКЛ. Описание алгоритма. Номер программы,с которой связан алгоритм ОКЛ, равен номеру алгоблока,в котором помещен данный алгоритм ОКЛ. Так как в контроллере можно реализовать до 4 программ, алгоритм ОКЛ помещается только в первые 4 алгоблока. Все операции, выполняемые алгоритмом ОКЛ, относятся к программе, с которой связан данный алгоритм. Алгоритм имеет 3 секции (рис.3).Первая секция управляет состоянием прграммы, вторая организует контроль сигналов по цифровому индикатору, третья координирует работу алго-
ритмом этапа ЭТП. Управление состоянием программы может выполняться как с помощью клавиш лицевой панели контроллера, так и с помощью дискретных команд пуска, останова и сброса, поступающих на входы соответственно Сп,Сст и Ссбр. Эти команды действуют по пе-
реднему фронту,причем если управление ведется и от клавиш лицевой панели, и от входов алгоритма, то выполняется последняя поступившая команда.
| Nz | Тип сигнала |
| 0 1 2 3 4 5 6 7 8 9 | Дискретный Время,младший масштаб Время,старший масштаб Скорость,младший масштаб Скорость,старший масштаб Время импульса Масштабный коэффициент Kоэфф.пропорциональности Аналоговый Числовой |
Похожие работы

... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
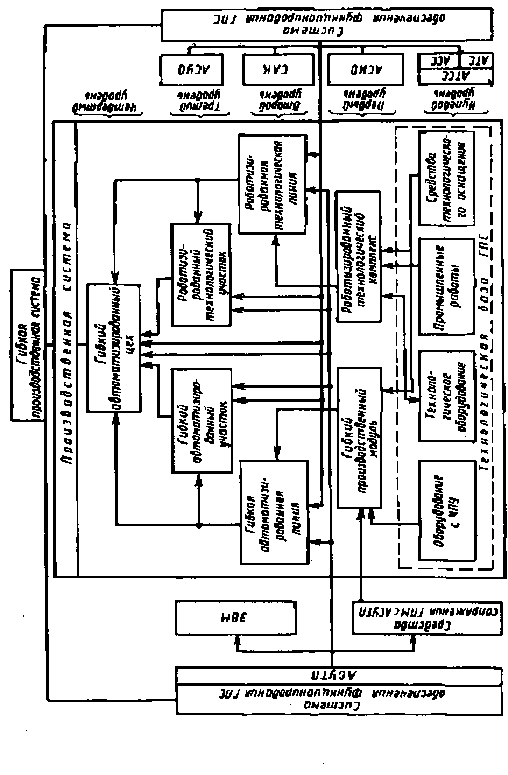
... место, которое занимают в ней роботизированные технологические комплексы. ГПС (по ГОСТ 26228-85) представляет собой совокупность в различных сочетаниях технологического оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), ПР и других механизмов, разрабатываемых и функционирующих в автоматическом режиме в течении заданного интервала времени ...





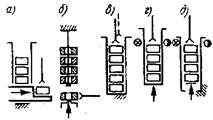
... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
... приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение. Применяются также системы защиты с фотоэлементами. Механизм автоматической смены захватного устройства ПР. В полностью ...
0 комментариев