Навигация
КАЧАЮЩИЕСЯ СТОЛЫ РАБОЧИХ КЛЕТЕЙ ТРИО «800»
50618
знаков
5
таблиц
0
изображений
114103. КАЧАЮЩИЕСЯ СТОЛЫ РАБОЧИХ КЛЕТЕЙ ТРИО «800»
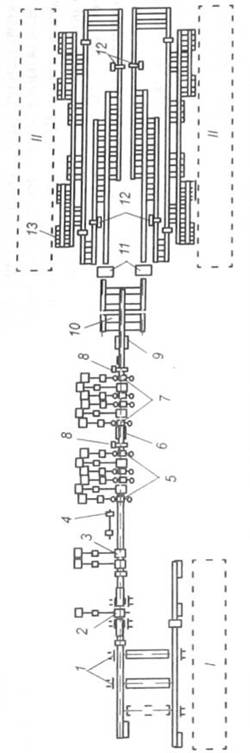
Качающиеся столы предназначены для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Они устанавливаются перед рабочими клетями и за ними; по конструкции являются одинаковыми.
Стол состоит из рамы с рольгангами, манипулятора, кантователя, механизмов их передвижения и механизма качания.
Рама стола состоит из Двух сварных балок, связанных между собой шестью литыми траверзами, являющихся также направляющими манипулятора с кантователем.
Рольганг стола состоит из девяти роликов, из которых первые три — кованые, а остальные изготовляются из толстостенной трубной заготовки с обжатыми цапфами.
Все ролики рольганга установлены на роликоподшипниках.
Привод рольганга — групповой от электродвигателя через двуступенчатый редуктор.
Манипулятор предназначен для удержания окантованной полосы в нужном положении и для перемещения ее в поперечном направлении стола на линию очередного калибра рабочих валков клети.
На каждом столе установлено по два манипулятора: один — перед, а второй — за кантователем. .
Манипулятор состоит из шахты, системы рычагов с подвижным суппортом, цилиндров с плунжерами и гидравлического привода для подъема или опускания роликов, а также для захвата или освобождения полосы между роликами.
В зависимости от сорта прокатываемой полосы предусмотрено также устройство для регулировки раствора захватывающих роликов.
Кантователь стола предназначен для кантовки полосы на 90° и устанавливается на траверзах рамы между четвертым и пятым роликами рольганга.
Кантователь состоит из шахты и кантующего аппарата, представляющего собой четырех-звенный механизм с удлиненными вертикальными звеньями, несущими на себе кантующую шайбу, и двух цилиндров с плунжерами, приводимых в движение гидравликой.
При повороте на своих осях четырехзвенный механизм увлекает кантующую шайбу и поворачивает ее также на 90°, а полоса, находящаяся в это время в зеве шайбы, кантуется.
Механизм передвижения манипуляторов с кантователем состоит из трансмиссии с коническими шестернями, трех винтов с шестиходовой резьбой и редуктора с фрикционной муфтой, приводимого в движение электродвигателем.
Механизм качания стола состоит из опоры с коренным валом диаметром 500 мм, на котором посажены два двуплечих рычага; кулисы с винтом для регулировки амплитуды угла качания стола; стойки с коленчатым валом и шатуном и редуктора с приводом от электродвигателя.
На длинных плечах рычагов предусмотрен балансир весом 43,6т, а на коротких — передняя опора рамы, шарнирно связанная с проушинами стоек, имеющихся в передней нижней части обеих балок рамы.
Смазка всех подшипников качения и скольжения, а также и направляющих предусмотрена густая, централизованная, автоматическая, а шестерен редукторов — жидкая, заливная с периодической сменой.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование качающегося стола рабочей клети; трио «800» поставляется комплектно с электрооборудованием, трубопроводами, шлангами высокого давления, смазочной системой и аппаратурой, анкерными болтами и другими материалами, согласно описанию и спецификации.
Рис. 10. Манипулятор качающихся столов
РАБОЧАЯ КЛЕТЬ ДУО «800»
Отделочная рабочая клеть дуо «800» предназначена Для последней ручьевой прокатки рельсов от 43 до 75 кг/пог. м, швеллеров от №20 до №40, двутавровых балок от №20 до № 60, круглой заготовки диаметром до 200 мм, квадратной заготовки сечением до 200 X 200 мм и полосы шириной до 300 мм из профилированных полос, получаемых с чистовой линии стана «800».
Рабочая клеть дуо «800» состоит из двух станин, крышки, комплекта подушек и валков, нажимных устройств для верхнего и нижнего рабочих валков и уравновешивающего устройства.
Станины клети - открытой конструкции из стального литья,
Крышка клети, из стального литья, крепится к станинам при помощи специального клинового соединения.
Подушки рабочих валков изготовляются из стального литья, с текстолитовыми вкладышами подшипников.
Рабочие валки — литые, чугунные.
Нажимные устройства Для верхнего и нижнего рабочих валков, состоящие каждый из
двух винтов с цилиндрической зубчатой передачей, обеспечивают вертикальную установку валка от ручного привода.
Винт вращается в бронзовой гайке, установленной в станине и крышке клети.
Валки в осевом Направлении устанавливаются при помощи прижима, закрепленного на станине болтами.
Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается на рабочую линию стана тем же мостовым краном.
Рабочая клеть дуо «800» установлена в отделочной линии стана в количестве одного комплекта и по расположению входит в состав чистовой линии стана.
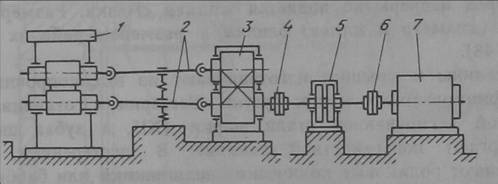
Привод клети осуществлен через шестеренную клеть дуо «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 2500 л. с. с регулируемым числом оборотов 0—80—160 об/мин.
В случае аварии привода рабочая клеть дуо «800» может иметь привод от электродвигателя рабочих клетей трио «800», так как между смежными клетями дуо и трио предусмотрена установка шпиндельного соединения.
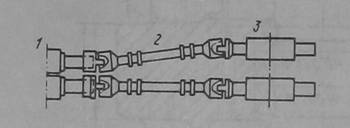
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Отделочная рабочая клеть дуо «800» оборудована с передней стороны рабочим рольгангом с исчезающими манипулятором и кантователем и с задней — отводящим рольгангом.
Кроме того, клеть оборудована с обеих сторон раскатными рольгангами и цепными шлепперами, обеспечивающими перемещение полосы От одной рабочей клети к другой.
Смазка зубчатого зацепления нажимных устройств — густая, закладная, а других трущихся соединений — ручная через пружинные масленки. Смазка шеек валков и их охлаждение производится технической водой от водопроводной магистрали цеха.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети дуо «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
114105, ШЕСТЕРЕННЫЕ КЛЕТИ ДУО И ТРИО «800»
Шестеренные клети дуб и трио «800»' предназначены для передачи вращения от приводных электродвигателей к валкам рабочих клетей соответственно дуо или трио.
Обе клети являются одинаковыми и отличаются только числом шестеренных валков, подушек и размерами по. высоте.
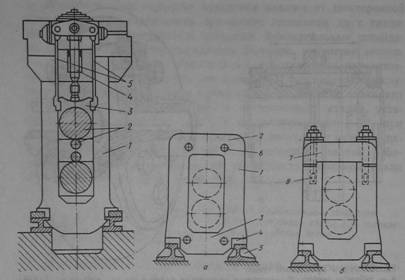
Шестеренная клеть дуо состоит из станины, крышки, комплекта подушек и шестеренных валков.
Станина и крышка клети -— литые, чугунные.
Крышка клети крепится со станиной при помощи мощных четырех стяжных болтов, проходящих через весь корпус станины.
Подушки клети — из чугуна, а подшипники шестеренных валков имеют баббитовую заливку.
Подушки клети монтируются в окна станины . сверху.
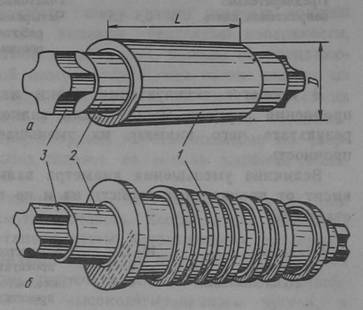
Шестеренные валки изготовляются стальными, коваными, с шевронными фрезерованными зубьями и термически обработаны.
Шестеренная клеть устанавливается , непосредственно на фундамент на анкерных , болтах.
Смазка подшипников и зацепления шестеренных валков — жидкая, циркуляционная, от центральной смазочной станции.
Уплотнение от утечки масла достигается при помощи торцевых кожухов и колец, сбрасывающих масло, устанавливаемых на шейках шестеренных валков.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование шестеренной клети дуо и трио «800» поставляется ком- плектно с маслопроводами, сигнальной аппаратурой смазки, смазочной системой в пределах клети, анкерными болтами и другими материалами, согласно спецификации и описанию.
Похожие работы
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... слитками. В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа ...
... программ коренной реконструкции и технического перевооружения предприятия. Выполнение этой программ — главное условие эффективной работы коллектива. 2.2. Перспективы снижения себестоимости, повышения качества и конкурентоспособности металлопродукции АО НТМК Развитие Нижнетагильского металлургического комбината до 1990 г. шло в направлении последовательного наращивания объемов выпуска всех видов ...
... предприятия. Вокруг ОЭМК расположены леса, они обладают высокой устойчивостью и способны противостоять влиянию низких концентраций хронически загрязняющих атмосферу веществ. На Оскольском Электрометаллургическом комбинате уделяется большое внимание изучению распространения загрязнений на местности, вопросами оценки последствий воздействия промышленных выбросов на окружающую природную среду, в ...
0 комментариев