ХАРАКТЕРИСТИКА ОАО « ХАРЬКОВСКИЙ ТРАКТОРНЫЙ
ФИНАНСОВЫЙ АНАЛИЗ ОАО «ХТЗ им. ОРДЖОНИКИДЗЕ»
АНАЛИЗ ФИНАНСОВОЙ УСТОЙЧИВОСТИ ПРЕДПРИЯТИЯ
ОЦЕНКА ПЛАТЕЖЕСПОСОБНОСТИ (ЛИКВИДНОСТИ) ПРЕДПРИЯТИЯ
АНАЛИЗ РЕНТАБЕЛЬНОСТИ
АНАЛИЗ БИЗНЕС - ПЛАНИРОВАНИЯ НА ПРЕДПРИЯТИИ
ЧТО ТАКОЕ БИЗНЕС – ПЛАН И ДЛЯ ЧЕГО ОН ПРЕДНАЗНАЧЕН
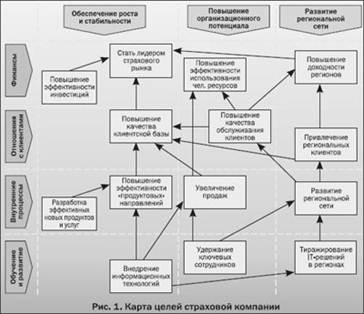
Т.с. в странах СНГ конкурентов нет
ВЫВОДЫ ИЗ АНАЛИЗА СУЩЕСТВУЮЩЕЙ МЕТОДИКИ СОСТАВЛЕНИЯ БИЗНЕС – ПЛАНА НА ОАО «ХТЗ»
ВЫБОР ОБЪЕКТА ПРОЕКТИРОВАНИЯ
ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИПА ДЕЙСТВИЯ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
НОРМИРОВАНИЕ ТРУДА
РАСЧЕТНОРМЫ ВРЕМЕНИ НА ТОКАРНО – РЕВОЛЬВЕРНУЮ ОПЕРАЦИЮ
ОБОСНОВАНИЕ НОВОЙ ПРОГРАММЫ ВЫПУСКА ТРАКТОРОВ НА 2001 год
ОХРАНА ТРУДА
ТЕХНИКА БЕЗОПАСНОСТИ
ОБЩЕЕ ЗАКЛЮЧЕНИЕ О СОСТОЯНИИ ОХРАНЫ ТРУДА НА ПРЕДПРИЯТИИ
Навигация
ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИПА ДЕЙСТВИЯ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Выбор стратегии деятельности предприятия
153442
знака
45
таблиц
0
изображений
4.4.3. ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИПА ДЕЙСТВИЯ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ.
В качестве приспособления на токарной операции выбрана цанговая оправка. С ее помощью осуществляется установка внутренней поверхностью вращения втулки и перпендикулярной к ее оси плоской поверхностью.Оправка состоит из корпуса, фланца, цанги и штока. Фланец служит для надежного прикрепления оправки к планшайбе станка винтами. Шток проходит через шпиндель и соединяет опраку с пневмоцилиндром. Ход штока в разных направлениях позволяет открывать и закрывать лепестки цанги, которые держат втулка. Так как оправка имеет конусообразную форму, для фиксации положения детали имеется штифт. Гидропластмассовые оправки имеют пониженную функциональную надежность из-за высыхания гидропластмассы и утечек газообразной смазки. Сила закрепления заготовки – осесимметричная.(прил.Б).
4.4.4.РАСЧЕТ СПЕЦИАЛЬНОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Исходные данные для выбора режущего инструмента: на токарно-револьверном станке 1П365 производится черновое зенкерование отверстия до диаметра 53Н13 на глубину 76 мм. Обрабатываемый материал – сталь 25ХГТ с НВ 156…229.
Большинство конструкций металлорежущего инструмента изготовляют – рабочая часть из инструментального материала, крепежная из обычных конструкционных сталей (сталь 45, 50, 40Х).
Выбираем насадной зенкер со вставными ножами из быстрорежущей стали P18, так как эта марка стали отличается удовлетворительной прочностью, повышенной износостойкостью при малых и средних скоростях резания и широким интервалом закалочных температур, имеет удовлетворительную шлифуемость и пригодна для обработки обычных конструкционных материалов в условиях динамических нагрузок. Крепежная часть зенкера изготовлена из стали 45Х. Рабочая часть инструмента в виде пластин из быстрорежущей стали соединена с крепежной с помощью сварки (приложение Б).
Диаметр инструмента – 53.2 мм, длина – 510 мм, число зубцов – 4.
Устанавливаем геометрические параметры зенкера по нормативам [31, с.155, табл.48] , Для обработки стали НВ 156…229 при режущей части из быстрорежущей стали передний угол γ = 12º ; задний угол α = 10º ; угол в плане
φ = 60º ; φ1 = 30º; угол наклона спирали ώ = 20º ; ширина фаски = 0,8 мм, угол наклона инструмента λ = 0 при обработке стали.
Средний период стойкости зенкера – 80 мин.
4.4.5 ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИПА ДЕЙСТВИЯ КОНТРОЛЬНО – ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ , ВЫПОЛНЕНИЕ РАСЧЕТОВ ПО ОБОСНОВАНИЮ ОСНОВНЫХ ПАРАМЕТРОВ ПРЕДЛАГАЕМОЙ ОСНАСТКИ
При изготовлении деталей их действительные размеры в силу различных причин иногда оказываются вне поля допуска. Годность действительных размеров устанавливают либо путем их измерения , либо путем контроля (приложение Б).
Для контроля отверстий используются калибры – пробки. Номинальный размер проходной стороны пробки ПР равен наименьшему предельному размеру отверстия. Непроходная сторона калибра – пробки НЕ должна входить в отверстие , поэтому ее номинальный размер равен наибольшему предельному размеру отверстия.
Необходимо проконтролировать размер отверстия 53Н13.
Для 13 – го квалитета точности верхнее предельное отклонение ES = +460 vrv? Yb; нижнее предельное отклонение EI = 0.
Наибольший предельный размер Dmax = D + ES = 53 +
+ 0,46 = 53,46 мм.
Наименьший предельный размер Dmin = D + EI = 53 + 0 = = 53 мм.
Допуск на изготовление калибров-пробок (по ГОСТ 24853 – 81 для IT13):
Н = 30 мкм.
Отклонение середины поля допуска на изготовление проходного калибра для отверстия от проходного предела отверстия ( по ГОСТ 24853 – 81 для IT 13):
Z = 48 мкм.
Допустимый выход размера изношеного проходного калибра для отверстия за проходной предел отверстия ( по ГОСТ 24853 – 81 для IT 13) :
У = 0.
Расчет исполнительных размеров калибров для контроля размера О53 Н13 производится по следующим формулам :
А) проходной калибр-пробка :
1) наибольший предельный размер проходного калибра – пробки :
ПP max = Dmin + Z + H/2; (4.13)
ПP max = 53 + 0.048 + 0.015 = 53.063
2) наименьший предельный размер нового проходного калибра-пробки :
ПP min = Dmin + Z - H/2; (4.14)
ПP min = 53 + 0.048 - 0.015 = 53.033
3) размер проходного калибра – пробки , проставляемый на чертеже :
ПP = ПР max - H ; (4.15)
ПP = 53.063 – 0.03 ;
4) наименьший размер изношенного проходного калибра – робки :
ПP изн = Dмин - У; (4.16)
ПP изн = 53 - 0 = 53;
Б) непроходной калибр – пробка
1) наибольший предельный размер непроходного калибра – пробки :
НЕ max = Dmax + H/2; (4.17)
НЕ max = 53.46 + 0.015 = 53.475 ;
2) наименьший предельный размер нового непроходного калибра-пробки :
НЕ min = Dmax - H/2; (4.18)
НЕ min = 53,46 – 0,015 = 53.445
3) размер непроходного калибра – пробки , проставляемый на чертеже :
НЕ = НЕ max - H ; (4.19)
НЕ = 53.475– 0.03 ;
Схема расположения полей допусков калибров для отверстия О 53 Н13 представлена на рисунке 4.1.
Рисунок 4.1 – Схема расположения полей допусков калибров для отверстия О 53Н13
ВЫВОДЫ
В результате предложенных в проекте мероприятий по изменению выбора исходной заготовки для детали «втулка» удалось снизить ее себестоимость на 8,43 грн. за счет экономии металла. Правильность выбора варианта заготовки подтверждает тот факт , что коеффициент использования материала увеличился с 0,436 до 0,52.
Также в результате уменьшения припусков снижается основное время механической обработки втулки на 0,83 мин. Расчет контрольной оснастки режущего инструмента и станочного приспособления доказал обоснованность их выбора на Харьковском тракторном заводе.
Похожие работы

... Из этого следует необходимость разработки системы мотивации, которая вытекала бы из стратегических целей и учитывала спроектированные бизнес-процессы. 3. ОЦЕНКА И ВЫБОР ВАРИАНТА РЕАЛИЗАЦИИ СТРАТЕГИИ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ 3.1 Оценка ресурсоемкости вариантов В процессе стратегического анализа должны быть оценены различные варианты стратегии корпорации. Для того чтобы выбрать тот или иной ...
... подходов. Для описания понятия стратегия можно применить и следующую формулировку: стратегия – это весь взаимосвязанный комплекс деятельности во имя укрепления жизнеспособности и мощи данного предприятия по отношению к его конкурентам. Цели стратегии состоит в том, чтобы добиться долгосрочных конкурентных преимуществ, которые обеспечат предприятию высокую рентабельность. Таким образом, стратегия ...
... , как долгосрочные финансовые инвестиции. К началу 2007 года объем таких инвестиций увеличился на 35 тыс. грн. к отчету 2006 года, что способствует отвлечению финансовых средств от основной деятельности предприятия и ухудшению его финансового состояния. Однако доля этих активов ничтожно мала, поэтому оказать существенное влияние на финансовое положение предприятия такие изменения не могут. ...
... Отделу маркетинга и сбыта необходимо вести учет спроса на каждый вид товара и принимать план, опираясь на полученную статистику. Также для того, чтобы улучшить маркетинговую деятельность на предприятии я предлагаю в отделе маркетинга разработать специальную компьютерную программу для того, чтобы данные от маркетинговых исследований учитывались централизованно и можно было проследить изменение ...
0 комментариев