Навигация
Определение технологических режимов штамповки и выбор
26255
знаков
4
таблицы
0
изображений
5. Определение технологических режимов штамповки и выбор
пресса.
5.1. Определение технологических режимов штамповки.
Основными технологическими режимами являются усилия, развиваемые при выполнении операций вырубки – пробивки, и усилия, необходимые для снятия полосы или детали с пуансонов, а также проталкивание деталей или отходов через провальные отверстия матрицы.
Расчетное усилие вырубки Рв (пробивки Рп) определяется по формуле:
Рв(Рп)=L∙S∙σср,
где L – периметр вырезаемого (пробиваемого) контура (длина линии разреза), мм;
S – толщина материала, мм;
σср – сопротивление срезу, МПа.
Рассчитаем усилие пробивки, которое необходимо приложить для нашей детали, для этого найдем периметр детали:
L=2∙6,9+24+π∙3,5=82,8 мм,
Рв=82,8∙2∙286=47362 Н
Рассчитаем усилие вырубки, которое необходимо для вырубки отверстия в нашей детали:
Рп=π∙d∙S∙σср=10,05∙2∙286≈5742 Н
Усилие, необходимое для снятия полосы или детали с пуансона, определяется
по формуле:
Рсн=(Рв+Рп)∙Ксн,
где Ксн – коэффициент, зависящий от сложности вырезаемого контура.
Так как наша деталь имеет не очень сложный контур, то выбираем Ксн=0,03.
Рсн=53104∙0,03=1594 Н
Усилие проталкивания детали или отхода через провальные отверстия матрицы определяется по формуле:
Рпр=(Рв+Рп)∙Кпр∙n,
где Кпр – коэффициент проталкивания (выбираем Кпр=0,06),
n – количество деталей, находящихся в пояске (шейке) матрицы:
n=h/S,
где h – высота пояска матрицы, выбираемая из таблицы 4 [1],
n=8/2=4,
Рпр=(47362+5742)∙0,06∙4=12745 Н
Суммарное усилие, требуемое для выполнения разделительной операции, равно сумме четырех усилий:
Рс=Рв+Рп+Рсн+Рпр,
тогда суммарное усилие будет равно:
Рс=47362+5742+1594+12745=67443 Н
Затупление режущих кромок пуансонов, неоднородность материала полосы, изменение величины зазора между пуансоном и матрицей вызывают значительное увеличения вырубки – пробивки, поэтому при выборе пресса требуемое усилие Рпресса возьмем больше расчетного на 30%, т.е.:
Рпресса=1,3∙Рс,
Рпресса=1,3∙67443=87676 Н
5.2. Выбор пресса.
Для операций холодной штамповки применяют в основном кривошипные, гидравлические (для изготовления деталей больших размеров) и прессы-авто-
маты (при большой программе выпуска деталей).
По технологическому признаку прессы делятся на:
- прессы простого действия,
- прессы двойного действия,
- прессы тройного действия.
Первые имеют один движущийся ползун и применяются для вырезки, пробивки,
гибки, формовки, неглубокой вытяжки и других операций. Прессы двойного действия имеют два независимо движущихся ползуна: наружный для прижима заготовки, а внутренний – для штамповки. Прессы тройного действия применяют на автомобильных заводах для штамповки кузовных деталей.
Для данной детали будем применять прессы простого действия.
Учитывая вышеизложенное, по таблице 1 приложения 1 [1] подберем пресс по рассчитанному ранее усилию.
| Модель | Усилие, кН | Ход пол- зуна мин-1 | Час- тота хода мин-1 | Закры- тая высота мм | Толщина подштамп. плиты мм | Регул. поло- жения ползу- на, мм | Размер стола АxВ, мм | Диа- метр отв. в плите мм | Диа- метр отв. в ползу- не, мм | Глуби- на отв. в ползу- не, мм |
| КД2120 | 100 | 5...50 | 120 | 200 | 32 | 40 | 360x240 | 80 | 30 | 60 |
Определим закрытую высоту штампа Н, которая должна находиться в пределах:
Нп - Нплт - ∆п - ∆с ≤ Н ≤ Нп - Нплт
Здесь Нп – закрытая высота пресса;
Нплт – толщина подштамповой плиты;
∆п – регулировка положения ползуна;
∆с – регулировка положения стола.
Закрытая высота штампа находится в пределах:
128 ≤ Н ≤ 168
6. Проектирование технологической оснастки – штампов.
6.1. Выбор схемы действия штампа.
Штампы, применяемые для вырубки и пробивки, отличаются большим разнообразием как в отношении выполняемых ими операций, так и по конструктивному оформлению, определяемому характером производства. В массовом производстве применяют сложные штампы, обладающие высокой стойкостью и средствами автоматического контроля параметров. В серийном используют более простые конструкции и, соответственно, более дешевые в изготовлении. В мелкосерийном производстве находят применение наиболее простые и дешевые штампы.
По способу действия различают штампы простые, последовательные и совмещенные.
По количеству операций штампы могут быть одно- или многооперационными.
По способу подачи материала – с неподвижным или подвижным упором, с ловителями, с боковыми шаговыми ножами, с ручной или автоматической подачей полосы или ленты и т.д.
Для данной детали целесообразно выбрать штамп последовательного действия, так как этот штамп обеспечивает высокую производительность за счет автома-
тического удаления деталей через провальное окно. Готовая деталь получается за два хода ползуна пресса. За первый ход пробивается отверстие в заготовке,
а затем, после подачи полосы влево на один шаг, вырубается деталь.
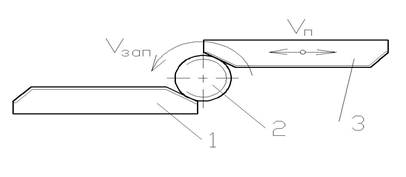
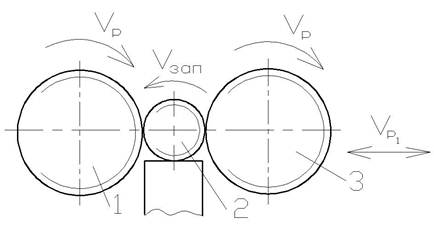
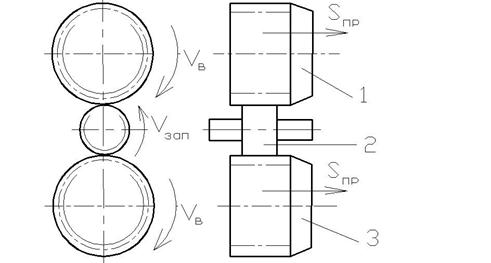
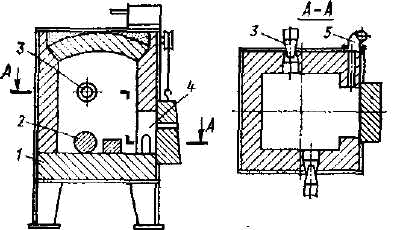
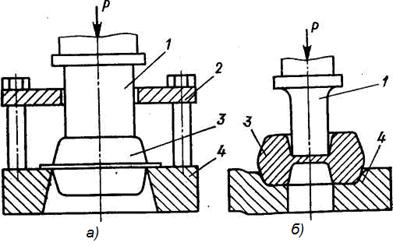
Технологическая схема последовательной штамповки приведена на рис.1.
1 – пуансон для пробивки отверстия,
2 – съемник,
3 – лента (полоса),
4 – пуансон для вырубки детали,
5 – матрица,
6 – деталь,
7 – отход.
Выбранный нами штамп имеет среднюю и пониженную (12-15 квалитеты) точность штамповки; может производить штамповку небольших деталей, которые имеют погнутость; наибольшие размеры деталей и средний диапазон толщины у вытяжных деталей составляет до 250 мм при толщине от 0,2 до 3 мм,
у разделительных и гибочных – до 5000 мм при толщине до 10 мм; имеет повышенную производительность штамповки; возможна работа на прессах с числом ходов 400 в минуту и выше; широко применяется для изготовления плоских, гнутых и полых деталей небольших размеров; трудоемкость и стоимость изготовления штампов для вырубки деталей простой конфигурации меньше, чем стоимость совмещенных штампов.
Похожие работы

... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...

... (вид покрытия 01) толщиной, 9 мкм обозначается: болт 2М 12Х1,25—6 ХбО.58,019 ГОСТ 7796—70. ГОСТ 1759—70 рекомендует технологию изготовления болтов в зависимости от их класса прочности. В производственных условиях болты изготавливаются холодной или горячей штамповкой и точением без термической обработки или с термической обработкой после получения крепежных изделий одним из перечисленных выше ...
... , 40Х с последующей термообработкой. Достоинства: быстрые сборка и разборка, удобство замены отдельных элементов. Вильчатые цепи: изготовляют холодной штамповкой, ковкой или литьём из стали марок 35, 40, 50, 40Х с последующей термообработкой. Основное назначение: работа в конвейерах сплошного волочения в насыпном грузе. Звенья цепей в процессе работы подвергаются интенсивному износу не только в ...



... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев