Навигация
5. Литейное производство
Сущность литейного производства, его преимуществаТехнологический процесс получения заготовок или деталей путём заливки расплавленного металла в литейную форму. Литьём получают детали как простой, так и сложной формы, которые другим способом получить невозможно. Масса – от нескольких грамм до сотен тонн из разнообразных металлов. Это относительно простой и экономичный способ, но есть относительно высокий брак, свойства литого металла ниже, чем у деформированного.
Изготовление отливок в песчано-глинистых формахПГФ является универсальным и экономичным производством, применяется в единичном, серийном, массовом производстве отливок из разнообразных металлов. Минусы: невысокие размерные точности, минимальная чистота поверхности, экологически вредный процесс.
Модельный комплектВ его состав входят модель, стержневые ящики, модельные плиты (для закрепления модели, элементов литниковой системы и установки на формовочные машины), элементы литниковой системы и опоки (прочные металлические рамы, нужны для контроля формы во время её изготовления и транспортировки).
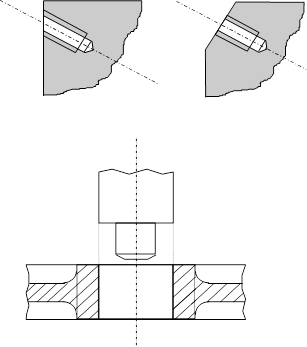
Назначение литейной моделиМодель предназначена для получения полости литейных форм, соответствующих внешним очертаниям отливки.
Назначение стержнейСтержни предназначены для получения отверстий или полостей в отливке. Их изготавливают из песка со связующими материалами в неразъемных стержневых ящиках
Требования, предъявляемые к моделям и стержневым ящикамСостоят в том, что они должны быть прочными, легкими, жесткими (чтобы противостоять колебанию), иметь конструкцию, размеры, обеспечивающие извлечение модели из формы, а так же получение отливок требуемых форм и размеров.
Разработка чертежа моделиПри разработке чертежа модели выбирают поверхность разъема модели формы. В соответствии с чертежом детали назначают на модели припуски на механическую обработку. Все вертикальные поверхности моделей делают с уклонами для облегчения выемки модели из формы. Размеры модели должны быть больше соответствующих размеров отливки на величину усадки. Затем наносят галтели – закругления, предотвращающие появление трещин в углах отливки.
Литниковая система и её назначениеСистема каналов и элементов литейной формы, предназначенная для подвода металла к полости литейной формы, её равномерного непрерывного заполнения жидким металлом, а так же для питания отливки жидким металлом во время её затвердевания. Она предотвращает попадание песка и других неметаллических включений в отливку. Состоит из литниковой чаши, стояка (для передачи металла другим элементам литниковой системы), шлакоуловителя и питателей. Литниковая система для стального литья включает в себя выпоры (для удаления пара и газов из формы) и прибыли (для питания отливки жидким металлом во время кристаллизации).
Свойства формовочных смесейПрочность (способность смеси не разрушаться под действием собственного веса, а так же при транспортировке, сборке форм и их заливки металлом), пластичность (способность получать точные очертания модели под действием внешней силы и сохранять их после прекращения действия силы), податливость (способность уменьшаться в объеме под действием сжимающих сил отливки при усадке), газопроницаемость (способность пропускать газы и пары через себя), огнеупорность (способность не оплавляться при взаимодействии с жидким металлом и не образовывать с ним химических соединений).
Изготовление литейных песчано-глинистых формПГФ являются разовыми формами, так как после затвердевания отливки их разрушают. Изготовление литейных ПГФ – формовка. Она бывает ручной, машинной на полу –автоматических линиях. Наиболее распространена машинная формовка, при которой механизируются – уплотнение смеси в форме и выемка модели из формы.
Способы уплотнения формовочной смеси при машинной формовкеНаиболее часто применяется машинная формовка в парных опоках. На модельную плиту с моделью и элементами литниковой системы устанавливается опока, которая заполняется формовочной смесью из бункера, расположенного над каждой машиной. Затем смесь уплотняют. Готовую полуформу снимают с машины, устанавливают на приемное устройство и отделывают. В нижнюю полуформу устанавливают стержни и накрывают верхней полуформой, после чего их скрепляют для предотвращения подъёма верхней полуформы под действием газа.
Уплотнение формовочной смеси встряхиваниемНа столе формовочной машины закрепляется модельная плита с моделью, на плиту ставится опока, которая заполняется формовочной смесью. Под действием сжатого воздуха стол поднимается на 80-100мм, при этом открывается отверстие, через которое уходит сжатый воздух. Стол падает и ударяется о станину. Уплотнение смеси происходит за счёт сил инерции. Машина делает 30-50 ударов в минуту. При этом методе наибольшее уплотнение - у модели.
Способы извлечения моделей из формПрименяются машины: со штифтовым подъемом опок, с протяжной плитой, которая предохраняет снизу форму от выпадения, с поворотной плитой, с перекидной плитой.
Специальные методы литья, их преимуществаЭти методы позволяют получить отливки высокой точности с повышенной чистотой поверхности, с минимальными припусками на обработку, с высокими служебными свойствами. Эти способы отличаются меньшими материало-, энерго-, трудоёмкостью, позволяют существенно улучшить условия труда, уменьшить вредное влияние на окружающую среду. Минусы – ограниченная масса отливок, высокая стоимость продукции.
Литьё по выплавляемым моделямПозволяет получать отливки высокой точности из различных сплавов с толщиной стенок от 0,8мм с чистой поверхностью. Процесс автоматизирован. Сущность заключается в использовании неразъемной разовой модели, по которой из жидких формовочных смесей изготавливается неразъемная керамическая форма. Перед заливкой металла в форму модель из неё выплавляется. Выплавляемые модели изготавливают из легкоплавкого сплава. В модели собирают звенья вместе с элементами литниковой системы. Звенья собирают в блоки, наносят слой огнеупорного покрытия
Литьё в оболочковые формыФормовочная смесь, состоящая из кварца, песка и 6-8%термореактивной смолы засыпают в поворотный бункер, на который крепятся нагретые модельная плита с моделью. Затем бункер переворачивают, формовочная смесь покрывает модель, на которой образуется слой спекшейся смеси. Бункер возвращают в исходное положение. Плиту с оболочковой полуформой помещают в печь для окончательного затвердевания оболочки. Затем полуформы скрепляют и помещают в опоки. Плюсы – отливки имеют повышенную точность и частоту поверхности, формы при затвердевании легко разрушаются. Минус – дефицитные материалы, ограничена сложность отливок.
Литьё в металлические формыЭтим способом получают отливки из различных сплавов. Стойкость металлических форм – от 100 до нескольких тысяч заливок. Плюс – получение точных отливок с высокими механическими свойствами. Минус – ограничены габариты и сложность отливок, быстрое охлаждение приводит к потере жидкотекучести, высокая стоимость форм.
Литьё в кокильКокиль – разъемная металлическая форма, состоящая в зависимости от сложности отливки из двух или нескольких разъемных частей. Для предохранения внутренней поверхности кокиля от разъедания жидким металлом и снижения скорости охлаждения отливок внутреннюю поверхность кокиля покрывают огнеупорными материалами – облицованный кокиль.
Литьё под давлениемСамый высокопроизводительный способ получения отливок в основном из цветных сплавов. Машины литья под давление имеют холодные или горячие камер прессования, расположенные вертикально или горизонтально. Минусы – может наблюдаться газовая пористость в толстостенных отливках.
Центробежное литьёПеред началом заливки металла форма приводится во вращение. Формирование отливки происходит под действием центробежных сил. Отливки получаются плотными, а все газовые и шлаковые включения скапливаются на внутренних поверхностях. Машины имеют горизонтальную или вертикальную ось вращения.
Сплавы, применяемые для изготовления отливок~75% - Чугун, ~23% - Сталь, ~2% - Цветные сплавы
Основные литейные свойства сплавовЖидкотекучесть, усадка (линейная, объемная). Наилучшей жидкотекучестью обладают силумины, серый чугун, углеродистая сталь, белый чугун, магниевые сплавы. Усадка: чугун – 1%, сталь-2,5%, цветные сплавы-1,5%. Меры борьбы с усадками: равномерное охлаждение различных сечений, установка прибылей в местах толстых сечений. Тогда раковина образуется в прибыли.
Усадка литейных сплавовУсадка – уменьшение литейных и объемных размеров отливок при их кристаллизации и охлаждении. Обозначается в процентах. Зависит от температуры металла и его химического состава. В связи с линейной усадкой возможно коробление и образование трещин. Для предотвращения этого предусматривают галтели, а так же равномерное охлаждение различных сечений за счёт установки холодильников. Объемная усадка – в результате неравномерного охлаждения различных сечений отливки.
Жидкотекучесть литейных сплавовЖидкотекучесть – способность жидкого металла свободно течь в литейной форме, полностью заполняя её объём и точно воспроизводя её рельеф. При недостаточной жидкотекучести возможен недолив или образование холодных спаев. Зависит от температуры металла и его химического состава.
Серый чугун Серый чугун – сплав железа с углеродом и другими примесями, в котором большая часть углерода находится в свободном виде в виде графитов пластинчатой формы. Оставшаяся часть углерода находится в связанном состоянии в виде цементита. Механические свойства СЧ зависят от величины зерна металла, размера, формы и характера распределения включений графита, а так же от соотношения между связанным и свободным углеродом. Различают: ферритные серые чугуны, перлитно-ферритные, перлитные. Высокопрочный чугунСодержит весь углерод или часть его в свободном виде в виде графита шаровидной формы. В зависимости от содержания связанного углерода ВЧ как и СЧ может иметь ферритную, ферритно-перлитную, перлитную структуру металлической матрицы. Получают ВЧ путём модифицирования (введения малых добавок) серого чугуна магнием, церием и другими редкоземельными металлами. При этом образуется не пластинчатая, а шаровидная форма графита, которая является меньшим концентратором напряжения и поэтому ВЧ имеет большую прочность и повышенную пластичность по сравнению с СЧ. В ряде случаев ВЧ заменяет сталь и из него изготавливают коленчатые валы, зубчатые колёса и т.д.
Ковкий чугунКЧ получается в результате специального графитизирующего отжига отливок из белого чугуна в котором весь углерод находится в связанном виде в виде цементита. Следовательно белый чугун имеет очень высокую твёрдость и практически не обрабатывается резанием. Ковкий чугун имеет повышенную пластичность по сравнению с СЧ. Из него изготавливают детали, работающие с ударными и знакопеременными нагрузками.
Литейные сталиЛитейные стали по назначению делятся на конструкционные (углеродистые и низколегированные) и стали со специальными физ., хим., другими свойствами (легированные и высоколегированные).
Плавильные агрегатыШихта для чугунного литья состоит из доменного литейного чугуна, ферросплавов, возврата собственного производства (брак и литники), чугунного и стального лома, брикетированной чугунной, стальной стружки. Основным плавильным агрегатом в чугунно-литейном цехе является вагранка (вертикальная печь шахтного типа, шахта которой установлена на плите, плита – на 4 колоннах; в плите имеется рабочее окно для ремонта плавильного пояса вагранки). КЧ и ВЧ очень часто плавят дуплекс-процессом: вагранка – электропечь, электропечь – электропечь. Дуплекс процессом получают чугуны более точные по химическому составу и имеющим большую температуру расплава.
Маркировка
СЧ серый чугун
СЧ 21
- серый чугун со временным сопротивлением разрыву 21 мПа*1/10 кгс/мм2
ВЧ высокопрочный чугун
ВЧ35
- высокопрочный чугун со временным сопротивлением разрыву 35 мПа*1/10 кгс/мм2
КЧ ковкий чугун
КЧ37-12
- ковкий чугун со временным сопротивлением разрыву 37 мПа*1/10 кгс/мм2 и минимальным относительным удлинением 12%.
Углеродистые стали
Сталь 30Л
- углеродистая конструкционная сталь, содержащая 0,3% углерода, литейная.
Легированные стали
Сталь 30ХГСА
- легированная конструкционная сталь с содержанием углерода – 0,3%, 1% хрома, 1% марганца, 1% кремния, высококачественная (А).
А – Азот (если стоит в середине марки)
Б - Ниобий
В - Вольфрам
Г - Марганец
Л - Медь
К - Кобальт
М - Молибден
Н - Никель
С - Кремний
Т - Титан
Х - Хром
Ц - Церий
Ф - Ванадий
Ю - Алюминий
Cталь 12Х18Н9М3ТЛ
- лергированная конструкционная сталь, содержащая 0,12% углерода, 18% хрома, 9% никеля, 3%молибдена ,1% титана, литейная.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
... ; фС- красный; 0-шина: изолированный контроль– белый; заземлённая нейтраль–чёрный. 2. ~; фаза–красный; 0–жёлтый. 3. –; (+)–красный; (–)–синий; нейтраль–белый. Лекция 20. "Основы конструирования" Основы патентоведения 1.0 Введение –Изобретательство – важный фактор ТП.– Изобретательское право (ИП).– Открытия, Изобретения, Промышленные образцы – объекты изобретательского права (Субъекты ...
... спроектировано с учетом удобства закрепления детали и последующего измерения размеров детали и их допускаемых отклонений, а также простоты изготовления самого приспособления. 9. Разработка технологической схемы сборки узла Технологическая схема показывает последовательность соединения сборочных единиц различного порядка и отдельных деталей при узловой сборке или отдельных узлов и деталей, ...
0 комментариев