Навигация
Поточные линии для изготовления офсетных форм
21692
знака
2
таблицы
7
изображений
3. Поточные линии для изготовления офсетных форм
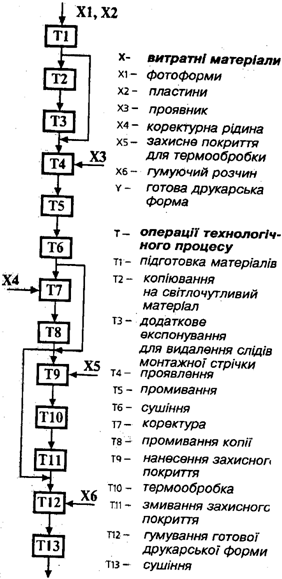
Характерной тенденцией развития поточных линий для изготовления ФОПП является их оснащение оборудованием для автоматической коррекции состава рабочих растворов, автоматической разгрузки и стапелирования формных пластин, контроля за уровнем растворов в баках. Сохраняется тенденция модульного принципа построения поточных линий. Причиной быстрого развития модульных систем можно считать: высокую эффективность их использования как на небольших предприятиях, так и на предприятиях с значительной сменной загрузкой; сведение к минимуму влияния квалификации оператора; обеспечение максимальной производительности; сокращение затрат материалов; устранение ручной работы на вспомогательных операциях.
Фирма «Hoechst» предлагает две модификации модульных систем первого типа: ZL150 (рис. 9) производительностью 150 форм/ч и ZL300 производительностью 300 форм/ч. Системы обеспечивают: автоматическую загрузку и разгрузку фотоформ и пластин в копировальном модуле; проявку, промывку, нанесение защитного слоя и сушку в модуле обработки копий; автоматическую разгрузку и стапелирование готовых форм. В систему ZL300 входит дополнительно еще автомат VAP500 для пробивания совмещаемых отверстий с автоматической системой захватчиков. Магазин этого автомата вмещает 150 пластин с бумажными прокладками, которые удаляются при введении пластин в копировальную установку. Бумага и отходы металла при перфорации собираются в отдельные контейнеры. В копировальном модуле применяются металлогалогенные лампы мощностью по 6 кВт каждая. Модуль обработки копий автоматически принимает пластины, проявляет их, промывает, гуммирует и высушивает.
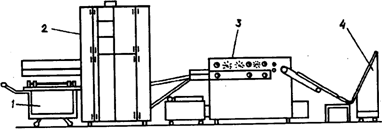
Рис. 9. Гибкая модульная система ZL150 «Hoechst»: 1 - загрузочное устройство; .2 - модуль экспонирования; 3 - модуль обработки; 4 - стапилирующее устройство
В память управляющего микропроцессора можно занести до девяти программ и установить стандартные параметры нажатием на одну кнопку. Для уменьшения затрат воды, электроэнергии и химикатов микропроцессор устанавливает оптимальные режимы включения основных узлов модуля.
В состав системы входит еще модуль для загибания концов пластин, который может работать автономно или присоединяться к линии с предшествующими модулями. Максимальная ширина обрабатываемой пластины — 850 мм, минимальная длина — 390 мм, толщина — 0,15...0,5 мм. Скорость транспортирования пластин регулируется в диапазоне 0,3...2 м/мин. Такие системы в особенности эффективные в газетном производстве.
Система «Lith-x-Pozer» фирмы «Mitsubishi» (Япония) также полностью автоматизированная. В нее можно заложить до 400 пластин и 100 негативов. Производительность системы — до 240 пластин/ч. После закладывания пластин и негативов в систему достаточно нажать на кнопку, и дальнейшая обработка их осуществляется автоматически по командам вмонтированного в систему микропроцессора.
Пластины и негативы подаются в камеру экспонирования и задерживаются в ней на запрограммированное время. После окончания экспонирования негативы автоматически возвращаются оператору, а проэкспонированные пластины передаются в установку для их обработки. Экспонирующая секция оснащена двумя галогенными лампами мощностью по 5 кВт каждая и ротационной диафрагмой, благодаря чему свет равномерно распределяется по поверхности фотоформы. Во время экспонирования пластины и фотоформы фиксируются специальной вакуумной рамой. Точность совмещения фотоформы и формной пластины с помощью трех штифтов достигает 0,038 мм.
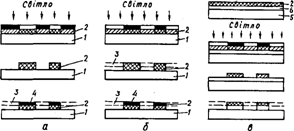
Высокопроизводительную модульную систему «PCN Express Lain» для изготовления офсетных форм газетного производства выпущен фирмой «Polychrom» (Германия). Это — модульная система первого типа, ее производительность — до 100 пластин/ч. Одной из особенностей системы является наличие в ней вращающегося цилиндра для экспонирования пластин, которая состоит из трех независимых пневматических рам, смонтированных на поворотной конструкции. Это дает возможность непрерывно вводить пластины в экспонирующий модуль и осуществлять непрерывное экспонирование, вследствие чего значительно повышается производительность системы. Пластины накладываются на совмещающие штифты лицом к середине цилиндра, негатив закрепляется под пластиной. Рама поворачивается и устанавливается вакуумный прижим, после чего осуществляется экспонирование пластины.
Для предприятий со средней загрузкой производственных мощностей, в том числе газетных производств, фирма «Schleicher» (Германия) предлагает модульную систему второго типа «Delta». На ней можно обрабатывать до 240 пластин/ч. В системе есть двойная секция экспонирования, которой управляет ЭВМ. Каждая из экспонирующих установок работает независимо одна от одной. Галогенные лампы смонтированы в нижней части системы. Время экспонирования — 5...10с. После экспонирования копия автоматически передается в транспортировочную систему, которая одновременно перемещает две пластины в модуль обработки, где осуществляются операции проявки, промывки, нанесения защитного слоя и сушки. Система оснащена устройством «Delta — PST» для складывания пластин в пакет после их обработки.
Аналогичный принцип построения положен в основу систем, разработанных фирмами «BASF», «Polychrom» и др.
Фирма «Agfa» предлагает заказчикам автоматическую линию для изготовления печатных пластин (операции экспонирования, проявки, перфорирования, штамповки) с новым экспонирующим аппаратом «Polaris 100». Этот аппарат имеет высокий уровень автоматизации, способный обеспечить выпуск 120 пластин формата 360х570 мм в час. Разрешающая способность - 1016 точек/дюйм. «Polaris 100» можно оснастить панорамным объективом для экспонирования широких пластин (двойная ширина газеты). Дополнительное приемное устройство дает возможность увеличить производительность на 20 %.
«Polaris 100» может экспонировать и проявлять цифровые пластины с помощью лазера FD—YAG с разрешающей способностью 800, 1016, 1270 точек/дюйм. Модернизированный вариант «Polaris 100» будет обеспечивать еще большие технологические возможности: максимальный формат пластин 650х900 мм, минимальный — 290х470 мм; длина пластин — от 0,15 до 0,4 мм. Подача пластин в зону экспозиции и на проявку автоматическая. В зоне экспозиции могут быть одновременно две пластины. Можно присоединить перфоратор. «Polaris 100» соединяется с RIP и компьютерной системой «Power Macintosh».
Фирма «Lastra» выпускает автоматические линии моделей 70 и 140, предназначенные для изготовления офсетных печатных форм на пластинах, которые выпускаются этой же самой фирмой.
В табл. 1 приведена техническая характеристика других современных поточных линий для обработки офсетных монометаллических форм.
Таблица 1 . Техническая характеристика современных поточных линий для обработки офсетных монометаллических форм
| Показатель | DPN 105, фирма «Schleiher» (Германия) | 650 W4, фирма «BASF» (Германия) | 850 W4, фирма «BASF» (Германия) | REM, фирма «Rotary» (Германия) | «Plate Procesor» (модуль проявки, фирма «Ноpe»(США) | NPL 240, фирма «W.Staub» (Германия) |
| Максимальная ширина пластин, мм Минимальная длина пластин, мм Толщина пластин, мм Диапазон скоростей транспортирования пластин, см/мин Объем проявителя, л Объем воды для промывки, л Объем защитного коллоида, л Габаритные размеры, мм Масса, кг | 1050 600 —— 30 10 10 3150х149 0х x1150 450 | 650 360 —— 20...80 20 17 3 2340х1260х х1015 350 | 850 360 ——— 20...80 30 20 4 2550х1460х х1015 430 | 1280 І...5 30...70 2900х1630х х960 420 | 1220 І...5 20...130 650х1520х х980 420 | 650 1...5 — 6380х2820х х2120 |
Похожие работы



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... клина, так как его применение довольно подробно рассматривается в руководстве, которое обязательно должно прилагаться к каждому клину [15]. ВЫВОДЫ 1. Исходя из всего вышесказанного мы получили следующую технологию изготовления монометаллических форм плоской офсетной печати копированием с фотоформ для изготовления рекламной листовки формата 210х297 мм, тиражом 2000 экземпляров (см.
... . Тиражестойкость форм, изготовленных на биметаллических пластинах, превышала 1 млн. отпечатков. Применялся Лиственицкий монометал (Россия) и чешский «Rominal». Инструкции о процессах офсетной печати по сей день базируются на процессах изготовления форм на этих пластинах, хотя качественная высоколиниатурная цветная печать при работе с ними недоступна. В Украине до сих пор нет своего производства ...
0 комментариев