Навигация
Процессоры Platemaster Hano Korr фирмы Techno-Grafica (Германия) для проявки офсетных пластин
21692
знака
2
таблицы
7
изображений
2. Процессоры Platemaster Hano Korr фирмы Techno-Grafica (Германия) для проявки офсетных пластин
процессор офсетная пластина
Процессоры предназначены для проявки позитивных и негативных монометаллических офсетных пластин, в том числе пластин со стохастическим растром. Благодаря наличию встроенного устройства для промывки пластин корректирующим раствором печатные элементы получаются самого высокого качества без вуали на пробельных элементах, что в свою очередь приводит к резкому и контрастному печатному изображению.
В стандартную поставку входит:
· специальное устройство регенерации в ванне полного погружения с устройством измерения электропроводности;
· сенсор для устройства регенерации (переключаемый);
· ванна полного погружения со щетками для процесса проявки;
· счетчик;
· устройство промывки пластины с двух сторон;
· устройство промывки пластины с двух сторон;
· устройство гуммирования;
· устройство регенерации для секции гуммирования;
· сушка нагретым воздухом с двух сторон;
· нагрев проявителя;
· охлаждение проявителя;
· отдельное окно подачи пластины для промывки корректирующим средством и последующего гуммирования;
· специальная обработка всех частей, которые могут соприкасаться с химией;
· специальная обработка шеек валиков;
· валики легко вынимаются изнутри, нижние валики с байонетным замковым устройством;
· подшипники валиков – находящиеся на внешней стороне – соединяются с помощью жесткого цепного привода, валики не требуют дополнительной юстировки;
· компьютерное управление;
· стол для подачи и приемки пластины.
Параметры | Hano Korr 650 | Hano Korr 850 | Hano Korr 1050 | Hano Korr 1250 | Hano Korr 1450 |
| Макс. ширина пластины | 650 мм | 850 мм | 1050 мм | 1250 мм | 1450 мм |
| Мин. длина пластины | 370 мм | 370 мм | 370 мм | 370 мм | 370 мм |
| Толщина пластины | 0,15 – 0,5 мм | 0,15 – 0,5 мм | 0,15 – 0,5 мм | 0,15 – 0,5 мм | 0,15 – 0,5 мм |
| Скорость | 0 – 200 см/мин | 0 - 200 см/мин | 0 – 200 см/мин | 0 – 200 см/мин | 0 – 200 см/мин |
| Емкость для проявителя | 30 литров | 35 литров | 37 литров | 40 литров | 55 литров |
| Габариты | 1120 х 1360 х 1055 мм | 1320 х 1360 х 1055 мм | 1525 х 1360 х 1055 мм | 1825 х 1360 х 1055 мм | 2030 х 1360 х 1055 мм |
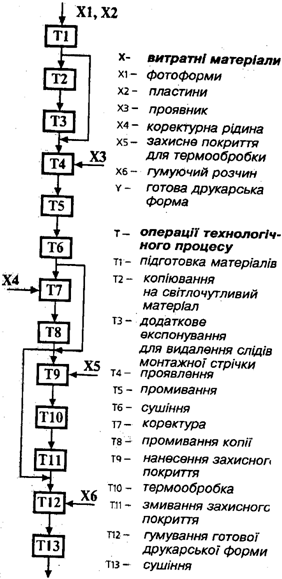
Американская фирма «Du Pont» разработала процессоры «Autolith PN 85» и «Autolith PN 105», предназначенные для изготовления ФОПП. Ими выполняются такие технологические операции: проявление, промывка, закрепление, и сушка форм. Числа 85 и 105 в обозначении процессоров обозначают максимальную ширину обрабатываемой формы в сантиметрах. Принципиальная схема процессора типа «Autolith PN» изображена на рис. 7 .
Технологический процесс изготовления ФОПП на процессоре типа «Autolith PN» сводится к следующему. Оператор кладет форму на стол подачи рабочей поверхностью кверху, а передний край вставляет между первой парой ведущих валиков. Как только форма накроет датчик, расположенный на столе, процессор автоматически начинает цикл ее обработки.
Во время обработки форму транспортируют пары валиков с резиновым покрытием. Валики имеют цепной привод, скорость которого регулируется в границах 0,6...2 м/мин с пульта управления. Верхний валик в любой паре соединен с системой привода, а давление между валиками регулируется с помощью щупа толщиной 0,15 мм. Валики можно легко снять для промывки. Стирающие валики вращаются с большей скоростью, чем ведущие (25; 50; 75 ±15 % мин-1).

Рис. 7. Принципиальная схема процессора типа «Autolith PN»: 1 - панель управления, 2...4 - направляющие валики, 3 - прижимающий валик; 6 - стирающий валик; 7, 9, 19 - ведущие валики, 8 - всасывающий валик; .10, 11 - валики для вывода формы, 12 - вентилятор; 13...15 - насосы, 16,17 - баки;18 - фильтр; 20 - микропроцессор
Форма погружается в ванную с проявителем и из нее удаляется покрытие с помощью разноскоростных стирающих валиков, которые вращаются в противоположных направлениях. Проявитель очищается с помощью фильтра, а заданный температурный режим обеспечивается нагревающим и охлаждающим устройствами. Датчик уровня дает возможность предотвратить работу фильтра и насоса проявителя при очень низких уровнях раствора в ванне. В цепь нагревателя включено независимое устройство его выключения в случае перегрева.
Кроме того, процессор имеет систему пополнения раствора, а также блок индикации насыщенности как позитивного, так и универсального проявителя.
В секции смывки обе стороны формы промываются обычной водой из трубчатых распылителей, а рабочая поверхность формы протирается стирающим валиком. Подача воды включается и выключается с помощью управляемого соленоидного вентиля, а давление воды регулируется краном вручную. Использованная вода выпускается из ванны через смывное отверстие.
В секции нанесения консерванта последний с помощью насоса подается из контейнера через два регулировочных вентиля и форсунки в зазор между распределительным и ведущим валиками. Верхний ведущий валик наносит консервант на поверхность формы.
В секции сушки воздушный насос с электронагревателем обеспечивает подачу горячего воздуха по верхнему и нижнему воздуховодам к обеим поверхностям формы. Обеспечивается также регулирование температуры воздуха.

Рис. 8. Кинематическая схема привода процессора типа «Autolith PN»: 1 - ведущая звездочка привода ведущих валиков; 2, 3 - цепи; 4 – ведомая звездочка привода ведущих валиков; 5 - плавающий переключатель; 6 - звездочка привода стирающих валиков; 7 - электродвигатель с червячным редуктором привода стирающих валиков; 8 - электродвигатель с редуктором привода ведущих валиков; 9 - натяжное устройство.
В процессоре предусмотрена возможность повторной обработки формы в случае необходимости введение дополнительных элементов или удаление лишних. Форма может быть обработана в секциях смывки, консервации и сушки до состояния ее готовности для печати. Приводы транспортировочных и стирающих валиков работают от двух независимых электродвигателей, редукторов и цепных передач. Кинематическая схема привода показана на рис. 8.
Фирма «Heidelberg» рекомендует новую разработку «Eskofot» — автомат «Quickplater» для изготовления офсетных печатных форм. Этот автомат является идеальным партнером для офсетной малоформатной машины «Quickmaster 46», которую выпускает та же фирма.
Нажатием на кнопку автоматически точно пробиваются штифтовые отверстия, осуществляются экспонирование изображения на форму и ее проявка. Весь процесс занимает 30 с.
Технические характеристики автомата такие:
Размеры формы, мм:
максимальный поперечный формат 404х510
—«—продольный—«— 350х510
минимальный формат 222х250
Толщина рулонного материала (шириной 202-404 мм), мм 0,1..0,2
Формат печатного изображения, мм:
для «Heidelberg GTO 52» в масштабе 1:1 без пробивания
штифтовых отверстий 350х505
для «Heidelberg QM-46» в масштабе 1:1 с автоматическим
пробиванием штифтовых отверстий 350х480
для других печатных машин в масштабе 1:1 без
пробивания штифтовых отверстий 350х469
Габаритные размеры, мм 1740х710х1470
Масса, кг 350
Производительность, форм/мин 2
Похожие работы



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... клина, так как его применение довольно подробно рассматривается в руководстве, которое обязательно должно прилагаться к каждому клину [15]. ВЫВОДЫ 1. Исходя из всего вышесказанного мы получили следующую технологию изготовления монометаллических форм плоской офсетной печати копированием с фотоформ для изготовления рекламной листовки формата 210х297 мм, тиражом 2000 экземпляров (см.
... . Тиражестойкость форм, изготовленных на биметаллических пластинах, превышала 1 млн. отпечатков. Применялся Лиственицкий монометал (Россия) и чешский «Rominal». Инструкции о процессах офсетной печати по сей день базируются на процессах изготовления форм на этих пластинах, хотя качественная высоколиниатурная цветная печать при работе с ними недоступна. В Украине до сих пор нет своего производства ...
0 комментариев