Теоретические основы организации производства
Основное и вспомогательное производство
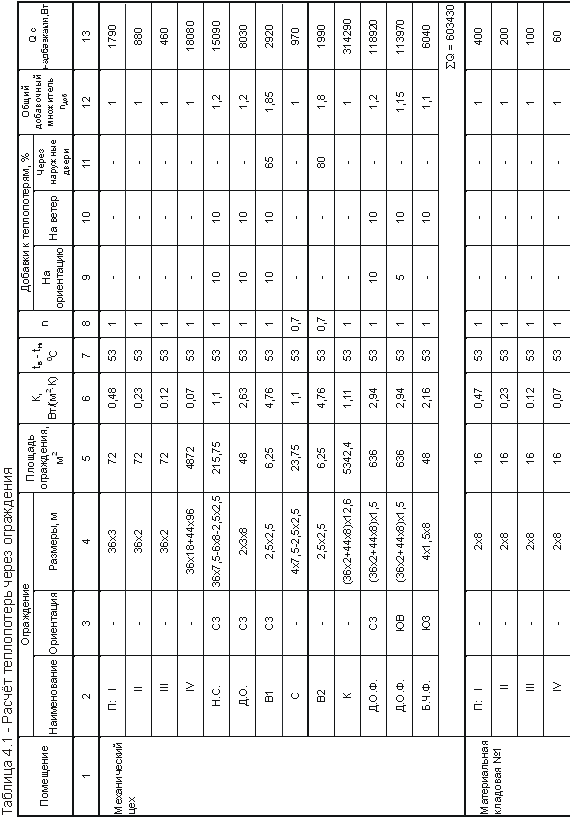
Расчет потребности в оборудовании
Определение числа основных производственных участков цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация транспортного хозяйства
Организация управления цехом
Пути совершенствования организационной подготовки производства в цехе
Разработка стандарт-плана работы линии
Определение заделов на линии
Навигация
Пути совершенствования организационной подготовки производства в цехе
Разработка проекта организации механического цеха
52742
знака
21
таблица
3
изображения
2.11 Пути совершенствования организационной подготовки производства в цехе
Совершенствование организации производства – это улучшение материальной, технической и кадровой политики производства, улучшении организации производственных подразделений и оптимизации расстановки оборудования в основном производстве, совершенствование служб и хозяйств производственного обслуживания.
Организационная подготовка – это совокупность процессов организации, планирования, учета, контроля на всех стадиях и этапах комплексной подготовки производства, обеспечивающих готовность объединения к созданию и освоению изделий заданного уровня качества при установленных сроках, объемах выпуска и наименьших затратах.
Анализируя проведенную разработку проекта организации механического цеха можно сделать два основных вывода:
1. В данном случае в механическом цехе основные операции – токарная и шлифовальная. На них затрачивается большая часть времени и оборудования.
2. Технология производства, используемая как основа для разработки проекта организации механического цеха малоэффективна: всего оборудования в механическом цехе используется – 44, из него основного, на котором выполняются необходимые задачи, - 29; всего рабочих в цехе – 87, из них основных – 58.
Исходя из первого, необходимо уделять основное внимание токарным и шлифовальным операциям. Минимальный коэффициент загрузки механического цеха приходится на отрезные операции, а максимальный – на токарные. Поэтому необходимо планировать календарную деятельность механического цеха таким образом, чтобы при необходимости можно было использовать свободное резервное время, так как принятое число рабочих, по сравнению с расчетным на несколько десятков процентов больше необходимого.
То есть для снижения производственных затрат и себестоимости продукции, можно использовать специалистов, которые могут работать на нескольких станках и замещать друг друга при необходимости.
Исходя из второго, необходимо увеличить общий объем производственной программы, так как производить ее в таком количестве и с такими затратами невыгодно. Из расчетов видно, что по данному количеству оборудования сложность ремонтных работ намного меньше принятых для достаточного использования минимального ремонтного комплекта. Однако, из-за необходимости ремонта оборудования, приходится использовать данный комплект.
Это лишь основные мероприятия по повышению эффективности работы механического цеха. Для более совершенной эксплуатации необходимо полностью поменять технологию производства.
3. Организация однопредметной поточной линии
3.1 Расчет основных параметров и выбор вида поточной линии
На однопредметной поточной линии изготавливается один предмет труда. Выбираем базовую деталь с наибольшей программой производства. В нашем случае это деталь И.
Продолжительность производственного цикла определяется по формуле:
Тц=n·r+(n - p)·r·S, (3.1)
где n – размер партии деталей;
P – размер передаточной партии деталей;
M – число выполняемых технологических операций;
S – количество рабочих мест на линии.
Основным показателем работы линии является такт:
R=![]() (мин.)
(мин.)
Следующим этапом в организации поточного производства является определение потребности в оборудовании. Расчет количества оборудования осуществляется, исходя из числа рабочих мест по операциям процесса.
Сpi=![]() (3.2)
(3.2)
где Сpi - расчетное число рабочих мест на 1 операционного процесса;
ti – норма времени на операцию, мин.
Сp ток=1,6:1,96=0,82 ;
Сp рас=0,74:1,96=0,38 ;
Сp фр=1,99:1,96=1,02;
Сp св=2,5:1,96=1,28;
Сp шл=4,2:1,96=2,14.
Спp ток=1 (станок);
Спp рас=1 (станок);
Спp фр=2 (станок);
Спp св=2 (станка);
Спp шл=3 (станка).
S=9 (станков).
Коэффициент загрузки рабочих мест определяется по формуле:
Кз=Сp-Спp, (3.3)
Кз=(0,82+0,38+1,02+1,28+2,14)-(1+1+2+2+3)=-3,36
Наметим тип и определим основные параметры конвейера (шаг, общую длину, скорость).
Скорость ленты конвейера при непрерывном движении рассчитывается в соответствии с тактом поточной линии:
V=![]() , (3.4)
, (3.4)
где l0 – расстояние между центрами смежных рабочих мест(шаг конвейера)
V=6:1,96=3,06 (м/мин.)
Похожие работы
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
0 комментариев