Навигация
Характеристика и устройство ультразвукового дефектоскопа УД2-12
33179
знаков
0
таблиц
3
изображения
СОДЕРЖАНИЕ
Введение
1. Характеристика и устройство ультразвукового дефектоскопа УД2-12
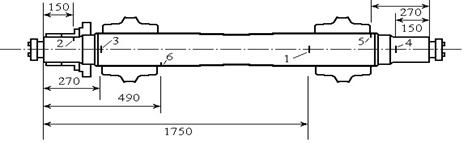
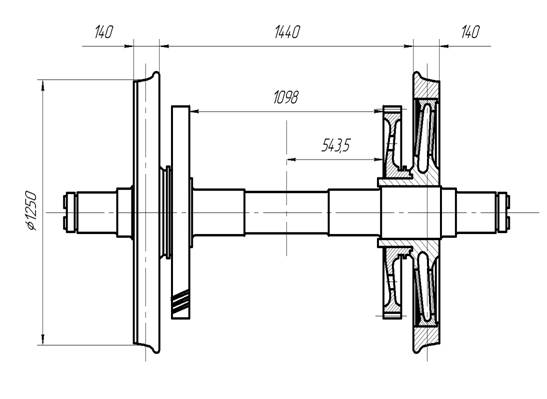
2. Основные неисправности колесных пар
3. Технология ультразвукового контроля осей колесных пар вагонов
4. Механизация и автоматизация при дефектоскопии
5. Организация рабочего места при дефектоскопии
6. Техника безопасности при дефектоскопии
7. Охрана окружающей среды и экология
Список литературы
Приложение
ВВЕДЕНИЕ
Главным направлением развития железнодорожного транспорта на современном этапе развития является его реформирование, основная цель структурной реформы снижения совокупных народно-хозяйственных затрат на железнодорожные перевозки за счет передачи в муниципальную собственность объектов коммунального хозяйства.
Ориентировочно к 2005 стоимость железнодорожной перевозки снизится на 30-40% за счет снижения до минимума перекрестного субсидирования пассажирских перевозок грузовыми.
Реально ведут к снижению железнодорожных тарифов на половину. Реформирование отрасли будет проводиться в три этапа. На первом подготовительном рассчитанном на 1998-2000 гг. должны были отработаны все вопросы связанные с созданием законодательной базы отрасли. Сделаны расчеты возможных последствий реформы.
Выполнены работы по освобождению железной дороги от производственной инфраструктуры, а также по погашению задолженности МПС перед государством. На втором этапе будет принято решение и отработаны аспекты деятельности грузовых и пассажирских положений, на третьем этапе принято решение, каким образом должны разделяться пассажирские и хозяйственные вагоны функции МПС и на сколько необходимо создание центральной железнодорожной компании. В 1998 г. тарифы снижены в среднем на 5%.
Современный уровень развития народного хозяйства требует непрерывного совершенствования эксплуатации железнодорожного транспорта для повышения качества и интерфиксации перевозочного процесса. Выполнение этих требований связано с увеличением скоростей и уплотненного графика движения, ростом нагрузок на подвижной состав и элементы пути. Ужесточение балласта пути и применение более мощных профилей рельсов ведут к увеличению нагрузок, возникающих при взаимодействие пути и ходовой части подвижного состава. В таких условиях нередко возникают дефекты усталостного происхождения в ответственных деталях подвижного состава (элементах колесных пар, буксовых узлах, силовых передачах и т.п.). Под дефектами понимают несплошности металла, снижающие надежность изделия и угрожающие его разрушением в процессе эксплуатации. Для обнаружения дефектов в изделиях с помощью методов неразрушающего контроля промышленность выпускает специальные приборы – дефектоскопы, основная задача которых – определить факт, т.е. установить, есть ли в изделии дефект или нет. Кроме того в некоторых случаях с помощью того или иного дефектоскопа могут быть определены форма и размеры дефекта, а также его место нахождения в изделии.
В данном курсовом проекте описывается принципы работы и основные характеристики ультразвуковых дефектоскопов, используемых предприятиями для обнаружения в деталях и узлах подвижного состава и механизмах усталостных трещин, угрожающих безопасности движения; приведены сведения о конструкции и функциональных возможностях, о порядке подготовки дефектоскопов к работе, об определении и фиксации их рабочих режимов и расшифровке результатов контроля.
1. ХАРАКТЕРИСТИКА И УСТРОЙСТВО УЛЬТРОЗВУКОВОГО ДЕФЕКТОСКОПА УД2-12
Ультразвуковые дефектоскопы УД2-12 и УД-11ПУ обеспечивают обнаружение несплошностей в различных металлах или пластмассах теневым или эхо методом, а также может при необходимости быть использован для целей толщинометрии. При ремонте подвижного состава основной задачей является обнаружение усталостных трещин, поэтому дефектоскопы используют, как правило, лишь как индикаторы несплошностей, а узлы измерения недоиспользуются.
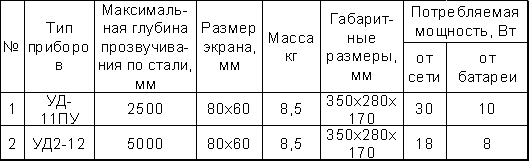
Из множества технико-эксплутационных и метрологических характеристик дефектоскопов основной интерес для потребителя, занятого ремонтом подвижного состава железных дорог, представляют параметры, определяющие пригодность дефектоскопа для контроля деталей вагонов. Такими параметрами в первую очередь являются максимальная глубина прозвучивания и чувствительность, а также эргономические показатели: размер экрана, масса, габариты, простота управления. Основные параметры ультразвуковых дефектоскопов, которыми оснащается ремонтные предприятия МПС, приведены в таблице.
Отечественные дефектоскопы УД2-12 и УД-11ПУ идентичны по своим основным характеристикам. Отличаются повышенной сложностью управления (особенно при регулировке чувствительности). Дефектоскоп УД2-12 оснащен устройством цифровой индикации расстояний и уровней сигналов, что может быть использовано для оперативной оценки величины затухания ультразвука в проверяемой детали. Эта особенность может быть использована для оценки качества термообработки стальных изделий.
Таблица Основные параметры ультразвуковых дефектоскопов
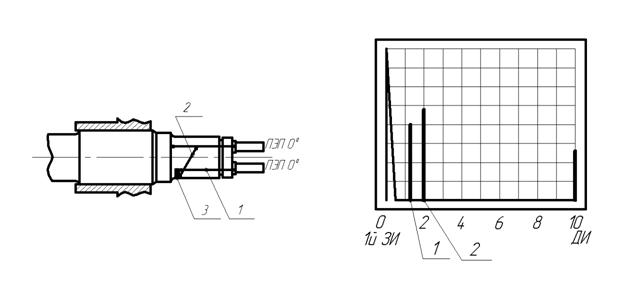
Упрощенная схема дефектоскопа УД2-12 изображена на рисунке 1
 |
Рис. 1. Упрощенная схема дефектоскопов УД-11ПУ, УД2-12.
Дефектоскоп содержит следующие основные узлы: генератор импульсов возбуждения (ГИВ), устройство приемное (УП), блок развертки (БР), измеритель отношений (ИО), блок цифрового отсчета (БЦО), блок автоматического сигнализатора дефектов (АСД), блок электронно-лучевой трубки (ЭЛТ), блок питания (БП). Отличительные особенности дефектоскопа УД2-12 связаны с функциональными возможностями блоков ИО, БЦО, АСД и БП.
Блок измерителя отношений позволяет измерить и отобразить в цифровом виде уровень сигнала от дефекта в децибелах. Входящая в его состав и управляющая работой усилителя схема временной регулировки чувствительности (ВРЧ) предназначена для выравнивания уровней сигналов, наблюдаемых на экране электронно-лучевой трубки (ЭЛТ), полученных на различных дальностях от преобразователя.
Наличие в дефектоскопе блока цифрового отсчета обеспечивает возможность определения расстояний до отражателей, не превышающих 999 мм, или времени распространения ультразвука (в микросекундах).
Дефектоскоп УД2-12 содержит одноканальный трех пороговый АСД. Он срабатывает при превышении амплитуды видеосигнала, находящегося в заданной зоне контроля какого-либо из трех различных пороговых уровней. При этом загорается зеленый, желтый или красный транспарант на передней панели дефектоскопа.
Питание дефектоскопа может осуществляться от сети переменного тока 220 В, а также от аккумулятора или батареи напряжением 12 В. При работе от сети 220 В обязательным является заземление дефектоскопа.
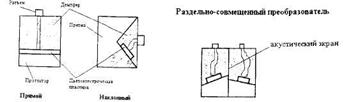
Дефектоскоп УД2-12 комплектуется ультразвуковыми пьезоэлектрическими преобразователями (ПЭП) с частотами ультразвука 1,25; 1,8; 2,5; 5,0 и 10 МГц (прямые), а также наклонными ПЭП на частоты от 1,25 до 5,0 МГц с углами ввода ультразвука в стали 40, 50, 65° и на частоте 5,0 МГц дополнительно 70°. Следует заметить, что дефектоскоп УД2-12 комплектуется ПЭП новой конструкции. Поэтому ранее выпускавшиеся ПЭП из комплектов дефектоскопов УД-10П и УД11ПУ совместно с дефектоскопом УД2-12 быть использованы не могут (возможно. их использование после переделки сигнального кабеля). Кроме того, если на ранее выпускавшихся преобразователях указывались углы призмы, то на ПЭП к дефектоскопу УД2-12 указаны углы ввода ультразвука в стали. Это важное различие следует всегда помнить при работе с наклонными преобразователями.
Похожие работы

... объекта, средств и условий контроля. Он утверждается руководителем (главным инженером) предприятия по представлению руководителя подразделения НК или работника, выполняющего его функции. Ультразвуковой контроль ближней подступичной части оси колесной пары проводят при полном освидетельствовании колесных пар грузовых и пассажирских вагонов. Согласно руководству по комплексному ультразвуковому ...

... таблицы 1. Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД Контроль неразрушающий Ультразвуковой метод На листах 4 Предприятие ТЧ-5 Тип Колёсная пара Электровоза ВЛ-10 лист № 1 УТВЕРЖДАЮ: Главный инженер __________________________ дата ___________ Изделие: Ось. Дефектоскоп УД2-12 №123456. Преобразователи ультразвуковые ...


... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
0 комментариев