Навигация
Снижению потерь способствуют стандартизация, нормализация и унификация изделий, которые способствуют стабилизации условий производства и мест
58502
знака
7
таблиц
1
изображение
1. Снижению потерь способствуют стандартизация, нормализация и унификация изделий, которые способствуют стабилизации условий производства и мест.
2. Равная пропускная способность основных цехов предполагает, что они могут выпускать продукцию в номенклатуре, в количестве и в сроки, отвечающие требованиям комплектного и равномерного выпуска предприятием готовой продукции в соответствии с заказом.
3. Несоблюдение принципа пропорциональности является причиной возникновения диспропорций, когда пропускная способность некоторых подразделений или времени на всех его стадиях и операциях. Ритм выпуска продукции обусловлен заказами предприятия на определенный календарный период.
Понятие "ритмичного производства" используется на заводах и в цехах с узкой специализацией производства, с устойчивой номенклатурой выпускаемой продукции, где применяется поточный метод организации производства. На заводах и в цехах с широкой номенклатурой выпускаемой продукции существует понятие "равномерность производства", обозначающее степень точности выполнения равных или систематически возрастающих плановых объемов продукции на равные рабочие отрезки времени.
Равномерная работа предприятия может быть достигнута при четком материально - техническом обеспечении и своевременной технической подготовке производства, при хорошо работающей системе ремонта и рациональном использовании оборудования, при правильной организации производства и труда, налаженном оперативном управлении. Любые нарушения в качественном и количественном соотношении и междусменного прослеживания.
Экономическое значение использования принципа параллельности заключается в том, что достигается равномерная загрузка всех производственных цехов и участков, сокращается длительность производственного цикла и, прежде всего, его технологическая часть.
Принцип прямоточности производственного процесса заключается в обеспечении кратчайшего пути прохождения предметов труда по всем стадиям и операциям производственного процесса: от запуска в производство исходных материалов до выпуска готовой продукции и ее складирования. Экономическое значение данного принципа состоит в сокращении длительности производственного цикла и в снижении затрат на выполнение межоперационных транспортных операций.
Готовую продукцию так же можно рассматривать, как часть материально-производственных запасов, а конкретно как часть МПЗ организации, предназначенная для продажи, являющаяся конечным результатом производственного процесса, законченная обработкой, технические и качественные характеристики которой соответствуют условиям договора. Из данного определения вытекает, что появлению готовой продукции непременно предшествует процесс производства. А значит, предприятием производителем используются соответствующие сырье и материалы, вспомогательные материалы, топливо, запчасти, тара и др. Все это в свою очередь нуждается в обязательной оценке. Ведь от правильного учета МПЗ в общем, зависит размер себестоимости продукции, а отсюда и размер прибыли, что в свою очередь является основополагающим фактором при начале производства в принципе.
Анализ МПЗ основывается на обширной информационной базе, объединяющей данные о МПЗ, о факторах, так или иначе влияющих на них, а так же о показателях, на которые МПЗ сами воздействуют в качестве факторов.
Группировка источников информации для экономического анализа материально-производственных запасов.
| Группа источников информации | Основные источники (документы, каналы распространения информации) | Содержание информации для целей анализа МПЗ |
| Нормативные источники | Общеэкономическое правовое регулирование, бухгалтерское, финансовое и налоговое законодательство. | Общие понятия активов, их признания, структуры, фундаментальные подходы к их оценке, структуре и налогообложению. |
| Внутрифирменная (корпоративная) организационно-распорядительная документация | Учетная политика, рабочий план счетов, положения по управленческому учету и комплексному анализу, организационная структура, список филиалов и дочерних организаций. | Учетные цены, механизм учета транспортно-заготовительных расходов и иных отклонений в заготовительной стоимости материалов, методы оценки МПЗ при отпуске в производство (реализации). Система аналитических счетов с соответствующей иерархией и структурой. |
| Первичные и сводные документы по учету МПЗ | Оборотные ведомости по счетам аналитического учета МПЗ, лимитно-заработные карты, накладные, отчеты участков и складов, карточки количественно-суммового учета, обобщающие отчетные калькуляции. Главная книга сч.10, 15, 16, 23 журналы-ордера по счету 10,15,16,23 оборотно-сальдовые ведомости (ОСВ) по счетам 10,15,16,23, счета-фактуры, товарно - транспортные накладные, путевые листы, акты на брак, на замену материалов. | Данная группа источников по праву считается основным поставщиком, так как "в общей совокупности экономической информации около 2/3 ее объема составляют данные бухгалтерского учета". Данные используются на всех этапах анализа МПЗ. |
| Бухгалтерская, налоговая, статистическая и экологическая отчетность | Форма № 1 "Бухгалтерский баланс" строки 210-211; форма № 5 "Приложение к бухгалтерскому балансу" (расходы по обычным видам деятельности. Пояснительная записка к бухгалтерской отчетности, отчетность в области обращения с отходами, декларация по налогу на прибыль. | Данные пригодны для нужд внешнего и предварительного анализа МПЗ, где определяются наиболее общие моменты и тенденции, касающиеся влияния МПЗ на хоз. деятельность. |
| Техническая и технологическая документация | Договоры с поставщиками и перевозчиками (в том числе с нерезидентами), результаты контроля качества сырья, сертификация качества международного или государственного образца, данные о совместимости производственного оборудования с сырьем, сведения о наличии условий для хранения и транспортировки сырья, технологические характеристики вновь устанавливаемого оборудования, система норм расхода и хранения материальных ресурсов, паспорта оборудования, карты раскроя, рецептуры, заключения лабораторий и отдела контроля качества. | Эта группа источников предоставляет данные, необходимые на всех этапах анализа МПЗ, но особенно велико ее значение для анализа их использования, где связь с технологическим процессом наиболее тесна; также эта группа источников предоставляет данные о качестве МПЗ и его влиянии на готовую продукцию и конечный результат хозяйственной деятельности. |
| Прогнозно-финансовая документация | Бизнес-планы, ТЭО (технико-экономическое обоснование), бюджеты, отчетность по IPO, котировки цен на сырье и данные перспективных анализов рынка, планы мероприятий по снижению метериалоемкости, планы освоения новых видов продукции. | Информация данной группы наиболее ценна для анализа потребности в МПЗ и эффективности процесса снабжения. |
| Контрольно-измерительная документация | Аудиторские заключения, акты ревизий, акты инвентаризаций, акты налоговых проверок, показания контрольно-измерительных приборов, протоколы служебных расследований, инвентаризационные ведомости. | Источники этой группы фиксируют отклонения и недостатки в хозяйственной деятельности и учетной системе уже постфактум. Поэтому данные из этих источников служат для анализа использования МПЗ, эффективности этого процесса и комплексной оценки роли МПЗ в хоз. деятельности. |
| Маркетинговая и логистическая информация | Планы маркетинговых мероприятий, позиционирование продукции организации, желаемый образ компании в глазах общественности, сведения о надежности поставщиков, качественные показатели работы склада, среднее время выполнения заказа, жалобы и претензии потребителей, политика в отношении уровня остатков МПЗ, договоры с поставщиками и перевозчиками, планы по освоению новых рынков сбыта. | Поскольку организация в современных условиях не может быть нерыночно ориентированной, маркетинговые и логистические данные используются на всех этапах анализа МПЗ, особенную роль они играют в анализе поступления МПЗ |
| Методическая информация и программное обеспечение | Регистры и формы управленческой отчетности, указания по их ведению/заполнению, методики анализа МПЗ и способы презентации его результатов, в том числе реализованные в виде программных продуктов. | Применяемы в компании методики во многом определяют результаты анализа МПЗ и их полезность для заинтересованных пользователей. Поскольку номенклатура МПЗ широка и каждой единице присущ целый набор свойств, анализ становитс возможным только с использованием программного обеспечения. Знания о возможностях и ограничениях программ и методик необходимо учитывать на всех этапах анализа МПЗ. |
| Прочая информация | Интернет, информационные агентства, данные из консалтинговых компаний, инсайдерская информация | В зависимости от своего содержания может применяться на любом этапе анализа МПЗ, уточняя и дополняя данные других групп источников. |
Основным выводом из приведенной группировки источников является понимание неоднородности информационной базы анализа МПЗ, что выдвигает серьезные требования к организации аналитической работы хоз. субъекта и подчеркивает важность системного подхода к решению его задач.
2. Анализ выпуска готовой продукции на производственном предприятии ООО "Крипан"
2.1 Характеристика предприятия ООО "Крипан"
Один из древнейших строительных материалов, керамическая плитка, не только не выходит из моды, но наоборот, неудержимо завоевывает все новые и новые позиции в окружении человека. Продолжая оставаться традиционным средством для создания красивой водоотталкивающей поверхности в ванной комнате и кухне, керамическая плитка постепенно проникает в гостиные, холлы и даже святая святых нашего жилья - спальни благодаря изысканным дизайнерским решениям и современным технологиям укладки.
Производственная компания "Крипан" - один из ведущих производителей керамической плитки в России и одно из немногих предприятий, обладающих современной производственной базой, дающей колоссальные возможности для многогранного развития. Керамическая плитка, изготавливаемая на ООО "Крипан", производится по особой технологии, не имеющей аналогов в России. Использование инновационного оборудования обеспечивает разнообразие и оригинальность цветовой палитры этой керамической плитки.
В ассортименте ООО "Крипан" более 500 наименований напольной, настенной и универсальной керамической плитки, не менее 1000 видов декоративных керамических изделий. Керамическая плитка "Крипан" многофункциональна, практична, долговечна и может использоваться как для внутренних, так и для наружных облицовочных работ.
Предприятие ООО "Крипан" - общество с ограниченной ответственностью.
Вид деятельности: производство.
Форма собственности - частная.
Размер уставного капитала - 150000 руб.
Занимается производством керамической плитки и керамогранита.
Руководство деятельностью предприятия ведёт Генеральный директор. Он самостоятельно решает вопросы деятельности предприятия, имеет право первой подписи, распоряжается имуществом предприятия, осуществляет приём и увольнение работников.
Миссией предприятия является удовлетворение потребностей строительных фирм и населения в материалах для отделки и облицовки каминов, саун, ванных комнат, бассейнов, фонтанов и т.д.
Наименование продукции - плитка керамическая. Основная область применения - благоустройство жилых и служебных помещений.
Плитка керамическая отличается высоким качеством, долговечностью, надежностью в эксплуатации, она производится из экологически чистого сырья. Художники предприятия предлагают несколько вариантов рисунков плитки. Имеются патент № 13341 и сертификат качества на плитку керамическую каминную. В перспективе предполагается расширить ассортимент продукции: изготавливать керамическое декоративное полотно и фонтаны офисные.
Производственные площади компании "Крипан" оснащены современным итальянским оборудованием фирм: Sistem S. P. A., Sacmi IMOLA S. C. Следуя лучшим мировым разработкам в сфере керамики, компания постоянно обновляет технологическую базу и оборудование, что позволяет расширять ассортимент изделий и повышать качество продукции. В 2008-2009 году произведена реконструкция цеха напольной плитки. На 2010-й запланирована модернизация цеха по производству облицовочной плитки. Пигменты, материал для глазурирования закупаются у известных испанских и итальянских фирм: Esmalglass S. A, Colorobia S. A., Colorobia S. R. L., Fritta S.I., лидеров европейской керамической индустрии.
Производственный процесс, применяемый на ООО "Крипан", имеет тип единичного производства, что характеризуется широкой номенклатурой изготавляемых изделий, небольшим обемом выпуска, а также малой повторяемостью. При этом производственный процесс осуществляется на различном универсальном оборудовании. Управление технологическим процессом производится автоматизированной системой на базе персональных компьютеров и промышленных контролеров. Ручной труд применяется в процессе производства только на стадии нанесения рисунка, т. к наша продукция направлена на индивидуального потребителя и имеет малую повторяемость.
Производственный процесс на предприятии можно представить в виде схемы:
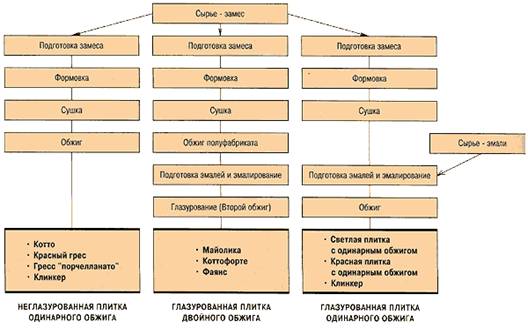
Выбор сырья
В качестве сырья для основания плитки используют кварцевый песок (ограничивает изменение размеров при сушке и обжиге), глину (обеспечивает необходимую при формовке пластичность), фелдшпатовые и карбонатные материалы (обеспечивают вязкость при обжиге для создания стекловидной и плотной структуры материала).
Основу керамической глазури составляют фритты - сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется, как правило, при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Говоря о сырье, можно произвести анализ динамики изменения запасов сырья, используемого для производства. Для этого рассчитаем частные индексы роста по отдельным наименованиям производственных запасов, используемых на анализируемом производственном предприятии "Крипан". Воспользуемся Индексами Ласпейреса и Пааше:
| Кварцевый песок | Глина | Фритты (основа керам. глазури) | Карбонатные материалы | ||
| 01.01.2009 | Цена, т. р. | 21,3 | 0,6 | 30,6 | 1,2 |
| Объем запаса, т | 1569,4 | 790,4 | 2500 | 3658,8 | |
| 01.01.2010 | Цена, т. р. | 24,0 | 0,7 | 30,6 | 1,1 |
| Объем запаса, т | 2130,3 | 1000 | 2780 | 3000 | |
| Базисный запас в базисных ценах, т. р. | 33 428,2 | 474,24 | 76500 | 4390,56 | |
| Базисный запас в факт. ценах, т. р. | 37 665,6 | 553,28 | 76500 | 4024,68 | |
| Фактический запас в базисных ценах, т. р. | 45 375,39 | 600 | 85068 | 3600 | |
| Фактический запас в факт. ценах, т. р. | 51 127,2 | 700 | 85068 | 3300 | |
| Индекс Пааше ∑ MitЦit * 100 ∑ МitЦо ∑ MitЦit * 100 ∑ МоЦit | Индекс роста цен, % | 113 | 117 | 100 | 92 |
| Индекс роста объемов, % | 136 | 127 | 111 | 82 | |
| Индекс Ласпейреса ∑ MoЦit * 100 ∑ МoЦo ∑ MitЦo * 100 ∑ МoЦо | Индекс роста цен, % | 113 | 117 | 100 | 92 |
| Индекс роста объемов, % | 136 | 127 | 111 | 82 | |
Эти частные индексы показывают, на сколько процентов рост (снижение) МПЗ обусловлен изменением цен, а на сколько - изменением объемов МПЗ. Такой расчет очень важен при планировании производственного процесса, при последующем анализе основных тенденций в изменении величины и состава МПЗ.
Приготовление смеси.
Приготовление смеси включает в себя несколько операций, которые обеспечивают получение измельченного однородного материала с определенным содержанием влаги, необходимой для последующей формовки. Измельчение сырья нужно для облегчения последующего процесса обжига керамического изделия.
Существует два основных метода приготовления смеси: мокрый и сухой.
При использовании мокрого метода измельчение и смешивание составляющих смеси происходит в специальных центрифугах, куда вместе с сырьем помещаются очень прочные шары из металлокерамики и вода. В процессе вращения центрифуги эти шары ударяясь друг с другом измельчают сырье до состояния водной суспензии (шликера). Далее необходимая для равномерного смешивания влага удаляется процессом атомизации (противоточное распыление шликера горячим потоком воздуха с немедленным испарением влаги). В итоге получается порошкообразная смесь с необходимым для формовки содержанием воды (4-7% для метода прессования).
Основное отличие сухого метода от мокрого заключается в том, что сырье измельчается без добавления воды. Увлажнение его происходит позже в специальных машинах.
Технология мокрого измельчения дороже (необходимо много энергии для удаления воды), но дает лучшие результаты. Поэтому при производстве керамогранита и монокоттуры используют именно этот метод.
Формовка.
Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы. Группа А - метод экструзии (производство плиток котто, клинкер). Группа В - метод прессования (керамогранит, монокоттура, бикоттура). В группу С вошли все прочие способы (например, ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования (около 98% всей керамической плитки). При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/см. кв.) уплотняется и приобретает определенную прочность. Уже на этом этапе плитка может подвергаться дополнительной обработке. Так для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига. С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности (например, у Pietra d'Italia - рельефная, у Celadon - вогнутая и т.д.).
Сушка.
В процессе сушки из изделия удаляется влага, которая была необходима для формовки. Ее содержание уменьшается до 0,2%. Процесс осуществляется в сушильных установках с сушкой горячим воздухом.
Нанесение глазури
На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить по разному: до обжига, после обжига и даже во время обжига. Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки. Чем сложнее рисунок, тем больше сеток применяется.
Обжиг.
Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига - закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см печи в каждой точке поддерживается определенная температура. Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200 градусов по Цельсию. Если представить себе график, где по горизонтали отражается расстояние, пройденное изделием внутри печи, а по вертикали - температура на этой отметке, то получится нечто подобное следующему рисунку.
Наиболее важный элемент процесса обжига плитки - разработка и соблюдение температурной кривой. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем. Следует отметить, что как только меняется партия сырья, температурная кривая должна быть разработана заново. Поэтому очень важно для производителя плитки постоянный поставщик сырья. И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига - около 950°С, у однократного обжига - до 1180°С, у керамогранита - до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е. для получения керамического гранита размером 300*300 размер пресс-формы должен быть 324*324.
После обжига плитки осуществляется визуальный контроль качества - деление на 1, 2, 3 сорта. Далее осуществляется компьютерный оптический контроль качества - снятие геометрических параметров (определение калибров для монокоттуры и керамогранита, определение плоскостных параметров и др.). Затем изделия сканируются для определения и идентификации оттенков плитки, путем сравнения с компьютерной библиотекой ранее произведенных изделий того же артикула.
2.2 Анализ изменения готовой продукции на финансовый результат
Анализ финансовых результатов. Расчет показателей: прибыль от реализации, балансовой прибыли и чистой прибыли. Сравнение показателей отчётного периода с аналогичным периодом прошлого года.
Таблица №1. Анализ финансовых результатов.
| Показатели | Обозначение | Код Стр. | Отчет. период | Прош. период | Отклонения | Уд. Вес Отч. Пер. | Удел. Вес прош. период | Отклонения уд. веса в % |
| Выручка от реализации товара | B | 010 | 42000 | 36400 | 5600 | - | ||
| Себестоимость реализованной продукции | C | 020 | 20560 | 18400 | 2160 | 48,95 | 50,55 | -1,60 |
| Комерческие расходы | КР | 030 | 1500 | 1200 | 300 | 3,57 | 3,30 | 0,27 |
| Управленческие расходы | УР | 040 | 6300 | 5240 | 1060 | 15,00 | 14,40 | 0,60 |
| Прибыль от реализации | Пр | 050 | 13640 | 11560 | 2080 | 32,48 | 31,76 | 0,72 |
| Проценты к получению | % к получению | 060 | - | 30 | -30 | - | 0,08 | -0,08 |
| Проценты к уплате | % к уплате | 070 | 10 | 20 | -10 | 0,02 | 0,05 | -0,03 |
| Доходы от участия в др. орг | Др. Д | 080 | 120 | 70 | 50 | 0,29 | 0, 19 | 0,09 |
| Прочие операционные доходы | Пр. Д | 090 | 20 | 10 | 10 | 0,05 | 0,03 | 0,02 |
| Прочие операционные расходы | Пр. Р | 100 | 760 | 680 | 80 | 1,81 | 1,87 | -0,06 |
| Прочие внереализационные доходы | Вн. Д | 120 | 20 | 150 | -130 | 0,05 | 0,41 | -0,36 |
| Прочие внереализационные расходы | Вн. Р | 130 | 120 | 140 | -20 | 0,29 | 0,38 | -0,10 |
| Прибыль балансов | Пб | 140 | 12910 | 10980 | 1930 | 30,74 | 30,16 | 0,57 |
| Налог на прибыль | НП | 150 | 5160 | 3800 | 1360 | 12,29 | 10,44 | 1,85 |
| Чистая прибыль | Пч | 190 | 7750 | 7180 | 570 | 18,45 | 19,73 | -1,27 |
Вывод: За отчётный период балансовая прибыль организации увеличилась на 1930 т. р., по сравнению с аналогичным периодом прошлого года. Это произошло за счёт опережения роста выручки 115,4%, с ростом затрат 111,7%. Однако, надо отметить резкий рост управленческих расходов на 1060 т. р. При чём их удельный вес в отчётном периоде составлял 30,6%, тогда как в предыдущем году удельный вес был 28,5%. Эта же тенденция в незначительном росте управленческих затрат к выручке и составила 0,6%. На балансовую прибыль повлияло увеличение операционных расходов на 80 т. р., в то время как внереализационные расходы уменьшились на 20 т. р.
0 комментариев