Навигация
Технічна характеристика об'єкту виробництва
55995
знаков
8
таблиц
0
изображений
1.1 Технічна характеристика об'єкту виробництва
Призначення та область використання виробу
Блок живлення БП-9/4 призначений для живлення радіоелектронної апаратури та інших пристроїв стабілізованою постійною напругою.
Блок живлення працює від електричної мережі загального призначення напругою 220В з допустимими відхиленнями K10%.
Область використання даного виробу - широка номенклатура побутової стаціонарної апаратури.
Технічні характеристики виробу
Номінальна напруга мережі - 220ВНомінальний струм навантаження - 0,35А
Вихідна постійна напруга при номінальній напрузі мережі та номінальному струмі навантаження - 9 - 0,2В
Амплітудне значення напруги пульсації вихідної напруги,
не більше - 20В
Максимально допустимий струм навантаження, не більше - 0,5K0,008А
Струм короткого замикання, не більше - 0,31А
Потужність, що споживається від мережі при номінальному струмі навантаження, не більше - 12В×А
Маса блоку живлення, не більше - 430г
Габаритні розміри (без шнура) - 50×65,5×115,5мм
Будова та принцип дії блока живлення
Система електроживлення є невід'ємною частиною РЕА різноманітного призначення; вона являє собою комплекс елементів та пристроїв, що виробляють електричну енергію та перетворюють її до виду, необхідного для нормальної роботи РЕА [2].
Джерела вторинного електроживлення (ДВЕЖ) - це пристрої, що використовують електроенергію, отриману від первинних джерел живлення, та формують вторинне електроживлення апаратури. ДВЕЖ складаються з функціональних вузлів, що виконують одну або декілька функцій, наприклад випрямлення, стабілізування, підсилення, регулювання, інвертування та ін. Даний блок живлення БП-9/4 належить до ДВЕЖ, який забезпечує високу стабільність вихідної напруги у порівнянні з мережею живлення.
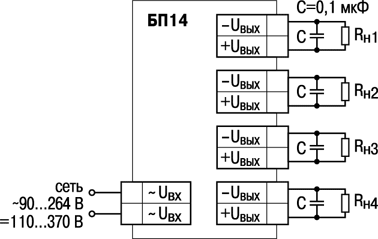
Коли для нормальної роботи РЕА необхідно забезпечити більш високу стабільність напруги живлення у порівнянні зі стабільністю мережі змінного струму, як в даному випадку, схеми випрямлювачів додаються стабілізуючими пристроями, що приєднуються на вході чи виході випрямлювача; в останньому випадку (рис. 1.1) в якості стабілізатора (СН) використовуються безперервні (лінійні) чи імпульсні стабілізатори постійної напруги.
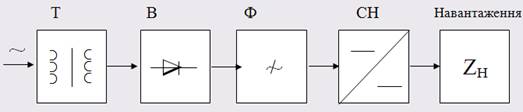
Рисунок 1.1 - Структурна схема блока живлення БП-9/4
У даному пристрої випрямлювач виконаний на мостовій схемі з'єднання діодів. Ця схема дозволяє отримати двохнапівперіодне випрямлення. Вона містить трансформатор та 4 діоди, два з яких, з'єднуючись анодами, створюють загальний мінус випрямлювача, а два інших, з'єднуючись катодами, - загальний плюс.
R-C фільтр, застосований у даному блоці живлення, зазвичай використовують у випрямлювачах невеликої потужності при опорі навантаження, що вимірюються десятками кОм. При використанні цієї схеми досягається економія маси, зменшення габаритних розмірів та вартість фільтру.
В даній схемі використано стабілізатор напруги в інтегральному виконанні - мікросхема ХР142ЕН2А. Такі стабілізатори виконуються на основі напівпровідникової планарної технології в об'ємі кристалу кремнію. На виході мікросхеми можна отримати стабілізовану постійну напругу від 3 до 12 В. Мінімальна потужність розсіювання цієї мікросхеми дорівнює 0,8Вт при температурі навколишнього середовища від -60 до +55 °С. Максимальний струм навантаження за цих умов дорівнює 150мА. Для підвищення вихідної потужності стабілізатора використано підключення зовнішнього регулюючого транзистора.
1.2 Виробничо-технологічні вимоги, аналіз та забезпечення
Вимоги до виробу як до об'єкта виробництва
Тип виробництва - масове, так як даний виріб належить до побутової апаратури широкого використання.Річна програма випуску - 100тис. штук.
Ступінь уніфікації та стандартизації - висока, яку потрібно забезпечити значною кількістю використання стандартних та уніфікованих виробів.
Умови виробництва - радіоприладобудівне підприємство з широкою номенклатурою виробів,що означає наявність значної номенклатури обладнання та устаткування для виготовлення РЕА, а також застосування відпрацьованих типових та робочих ТП виготовлення РЕА.
Аналіз вимог
Масове виробництво характеризується вузькою номенклатурою та великим обсягом випуску виробів, що безперервно виготовляються протягом значного проміжку часу [1].
Коефіцієнт закріплення операцій (ГОСТ 3.1108-74) для масового виробництва дорівнює 1, тобто на кожному робочому місці закріплюється виконання однієї операції, яка постійно повторюється. При цьому використовується спеціальне високопродуктивне обладнання, що розставляється за поточною ознакою (тобто за напрямком ТП) та в багатьох випадках зв'язується транспортувальними пристроями та конвеєрами з постами проміжного автоматичного контролю, а також проміжними складами - збирачами деталей та складальних одиниць, що оснащені роботами-маніпуляторами, широко використовуються автоматичні лінії та автоматизовані виробничі системи, що керуються від ЕОМ.
Потрібна точність досягається методами автоматичного отримання розмірів на налагоджених верстатах при забезпеченні взаємозамінюваності заготовок та вузлів, які оброблюються чи збираються. Тільки в окремих випадках використовується селективне складання, що забезпечує групову взаємозамінюваність.
Середня кваліфікація робітників в сучасному масовому виробництві нижче, ніж в одиничному, так як на налагоджених станках та автоматичному оснащенні можуть працювати робітники-оператори порівняно низької кваліфікації.
Річна програма випуску на даному підприємстві забезпечується за 3 квартали року завдяки високій продуктивності ТП виготолення виробу.
Висока ступінь уніфікації забезпечується великим відсотком стандартних та уніфікованих частин, що входять до складу даного виробу.
Вимога щодо виготовлення виробу на радіоприладобудівному підприємстві з широкою номенклатурою виробів обумовлює наявність різноманітного обладнання і таким чином дає змогу обирати необхідні типові ТП.
Вибір та обгрунтування вибору складального процесу виробу
Складання виробу являє собою сукупність технологічних операцій механічного з'єднання деталей та ЕРЕ у виробі або його частині, що виконуються у певній послідовності для забезпечення заданого їх розміщення та взаємодії.
Для виготовлення даного виробу у відповідності з річною програмою випуску продукції підприємства необхідно організувати рухомий процес складання виробу з диференціюванням операцій. Рухоме складання характеризується тим, що складальна одиниця рухається конвеєром вздовж робочих місць, за кожним з яких закріплено певну частину роботи. Переміщення об'єкту складання може бути вільним за виконанням закріпленої операції або примусовим у відповідності з ритмом процесу. Диференційоване складання передбачає розчленування складально-монтажних робіт на декілька послідовних простих операцій. Це дозволяє легше механізувати та автоматизувати роботу, використовувати працівників низької кваліфікації.
2. Аналіз конструкції
Похожие работы
... яки спрямовані на створення умов праці, яки відповідають вимогам норм і стандартів по охороні праці і техніки безпеки. Особливу увагу буде спрямовано на фактори, яки можуть подіяти на працездатність і безпеку монтажника і налагоджувача окремих блоків та всього апарату разом. Це пов’язано з тим що при виконанні цих робіт необхідно виконувати пайку, вимірювання режиму роботи схеми, налагоджування, ...
... /U = 24.5/24 = 1.02 А - загальний споживаний струм. Отже для живлення четвертого контролера потрібно: (1020+280)/З00 = 3.8/2 = 1.9 = 2 блока БП-21 Для функціонування системи автоматизації необхідне її електричне живлення. Проектування систем електроживлення ведуть на основі завдання на основі проектування функціональної схеми автоматизації (аркуш 1), принципових електричних схем управління, ...
... 7.6, 1.5, 2.5 Блок ручного управління БРУ 42 3 Блок сигналізації положення БСПТ 7.9, 1.8, 2.8 Виконавчий механізм МЕО-250 3 5. Опис найбільш складних схем автоматизації технологічного процесу 5.1 Схема контролю і регулювання співвідношення “газ-повітря” Контроль і регулювання співвідношення “газ - повітря” (додаток №1) складається з датчиків ...
... в спеціальній таблиці зображені засоби, що встановлюються на пульті управління і в розподільному приміщенні. 2.2 Розробка і опис скелетної схеми блокувань Розроблена схема блокування маршруту автоматизації зерносушарки ДСП-32 на Заводі елеваторного обладнання для ВАТ «Відродження» забезпечує: · Контроль і сигналізацію рівнів в бункерах (Б1, Б2, Б3); · Контроль підпорів ...
0 комментариев