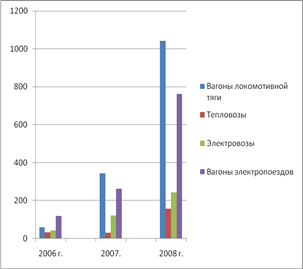
Перспектива развития вагонного и контейнерного парков
Программа ремонта и режим работы вагонного депо. Фонды рабочего времени
Генеральный план депо
Программа ремонта и режим работы вагонного депо Фонды рабочего времени
Выбор и расчет потребного количества оборудования
Разработка технологического процесса ремонта вагонов на поточных линиях
Расчет основных размерных параметров вагоносборочного цеха
Расчет расхода электроэнергии, топлива, пара, воды и сжатого воздуха
Технико-экономические показатели работы ВСЦ
Организация работ в основных цехах вагонного депо
Разработка методов обмера элементов колесных пар для выявления износов и неисправностей
Определение неисправностей колесных пар по внешним признакам
Безопасность и экологичность проекта. Безопасность труда
Нормирование ОПФ и разработка рекомендаций по предотвращению или уменьшению их воздействия на работающих
Характеристика вредных производственных факторов (ВПФ), и их влияние на окружающую среду
Нормативные уровни основных вредных веществ, поступающих в воздушную, водную среду
Рекомендации по защите окружающей среды от различного загрязнения
Экономическая часть
Навигация
Выбор и расчет потребного количества оборудования
Вагонное хозяйство железных дорог
125334
знака
12
таблиц
1
изображение
3.6 Выбор и расчет потребного количества оборудования
Потребное количество станков для механических отделений вагонных депо, как правило, определяют по технико-экономическим показателям. К наиболее распространенному показателю этого рода относится затрата станко-часов на один ремонтируемый вагон по видам ремонта, типам и осности. Потребное (расчетное) количество станков по такому показателю подсчитывают по формуле:
![]() ; (2.12)
; (2.12)
где ![]() - годовая производственная программа ремонта вагонов по типам и осности;
- годовая производственная программа ремонта вагонов по типам и осности;![]()
Fдст – действительный годовой фонд времени станка в одну смену в часах;
Сст – расход станко-часов на один ремонтируемый вагон; [2,cтр.258, табл.14]
mсм – число смен работы.
Sрас=(4500*6)/(3864,4*1)=9 шт.
Принятое количество станков распределяют по типам в следующем соотношении:
- токарно-винторезные 32% -3
- сверлильные (горизонтальные и вертикальные) 21%- 2
- фрезерные 20% -2
- болторезные и гайконарезные 10%.-1
Потребное количество кузнечного и рессорного оборудования подсчитывают по годовой программе поковок и ремонта рессор и часовой производительности соответствующих агрегатов.
Для кузнечных работ годовая программа складывается из массы ремонтной поковки на основную программу ремонта вагонов (включая и потребности ПТО, прикрепленные к депо) и новой поковки, необходимой для изготовления инструментов, штампов, приспособлений и хозяйственных целей. Массу новых поковок условно принимают в долевом отношении к массе ремонтной поковки. Тогда общая годовая потребность в поковках (приведенная к новой) определяется по формуле:
![]()
![]() ; (2.13.)
; (2.13.)
где ![]() коэффициент, учитывающий расход поковки на изготовление нестандартного инструмента, штампов, приспособлений и для хозяйственных целей депо ;
коэффициент, учитывающий расход поковки на изготовление нестандартного инструмента, штампов, приспособлений и для хозяйственных целей депо ;
![]() 1,1-1,14
1,1-1,14
Ккуз- коэффициент перевода ремонтной поковки в новую ;
Ккуз=0,2-0,25.
qрм - расход ремонтной поковки на один приведенный вагон при деповском ремонте, кг.,
![]() суммарный годовой пробег вагонов, обслуживаемых ПТО , млн.вагоно-км пробега, 530*106
суммарный годовой пробег вагонов, обслуживаемых ПТО , млн.вагоно-км пробега, 530*106
qПТО - расход ремонтной поковки на техническое обслуживание вагонов на ПТО, кг на 1 млн. вагоно-км пробега .
Примерный расход ремонтной поковки на один приведенный грузовой вагон составляет – 34 кг , то же на пробег 1 млн . вагоно-км грузового – 16 кг.
 (кг)
(кг)
Определив годовую потребность в новой поковке подсчитывают количество потребного оборудования для кузнечного отделения по формуле:
 (2.14)
(2.14)
где Нкуз-часовая производительность кузнечного оборудования кг , которая составляет для молотов с массой падающих частей 0,15 т 18 кг/ч, с массой 0,2т 32 кг/ч и 0,35т 60 кг/ч, для нагревательных печей – 30 кг/ч, двух огневых горнов- 10 кг/ч ;
Кисп- коэффициент использования кузнечных агрегатов во
времени ;
Кисп=0,70-0,75 .
Кузнечные агрегаты распределяют в следующем соотношении: молоты – 60%, нагревательные печи – 30% и горны – 10%.
- nкуз для молотов с массой 0,35 т 60 кг/ч:
![]()
- для нагревательных печей:
![]()
для двух огневых горнов
![]()
Принимаем 2.
Программа рессорного отделения определяется нормами, которыми предусмотрено что, на один грузовой вагон деповского ремонта требуется ремонт 1,2 рессоры, на текущий отцепочный – 0,4 и на ПТО, прикрепленное к депо, - 0,00015 рессоры на пробег 1 млн. вагоно-км.
В рессорном отделении, как правило, устанавливают:
одну двухкамерную рессорную печь, гибозакалочную машину простейшего типа, гидравлический пресс для снятия и насадки хомутов рессоры, станок для завивки пружин и другое технологическое оборудование.
Потребность депо в электросварочных аппаратах подсчитывается по формуле:
![]()
где Ксв- коэффициент , учитывающий сварочные работы при техническом обслуживании , текущем отцепочном ремонте вагонов и для хозяйственных целей ;
Ксв=1,25-1,3 ;
Nв- годовая программа деповского ремонта вагонов ;
Фдсв- действительный годовой фонд времени работы одного сварочного аппарата;
![]() коэффициент использования сварочных аппаратов, при ручной сварке - 0,7-0,8 ; при автоматической - 0,9-0,95.
коэффициент использования сварочных аппаратов, при ручной сварке - 0,7-0,8 ; при автоматической - 0,9-0,95.
Суммарное время на сварочные работы, производимые на одном вагоне, рассчитывается по формуле :
![]()
где ![]() коэффициент, учитывающий время, потребное на вспомогательное и подготовительно-заключительные операции, принимается при ручной
коэффициент, учитывающий время, потребное на вспомогательное и подготовительно-заключительные операции, принимается при ручной
и полуавтоматической сварке равным 1,3 ; при автоматической 1,2;
![]() плотность наплавляемого металла,
плотность наплавляемого металла,
![]() 7,8 г/см3;
7,8 г/см3;
![]() коэффициент, учитывающий положение шва при сварке ;
коэффициент, учитывающий положение шва при сварке ;
Vнап- объем наплавляемого металла , на один
приведенный грузовой вагон -800 см3 ;
Jсв- сварочный ток 180-240 А.
![]() коэффициент наплавки количества электродного металла, г ., расплавляемого за 1 ч. Сварочным током в 1 А. Этот коэффициент при ручной сварке составляет 7.7-8.2 г/(А*ч), при полуавтоматической – 9,6 г/(А*ч) и при автоматической – 13-16 г/(А*ч)
коэффициент наплавки количества электродного металла, г ., расплавляемого за 1 ч. Сварочным током в 1 А. Этот коэффициент при ручной сварке составляет 7.7-8.2 г/(А*ч), при полуавтоматической – 9,6 г/(А*ч) и при автоматической – 13-16 г/(А*ч)
![]() .
.
![]() шт.
шт.
Принимаем 5 электросварочных аппаратов.
Рассчитанное количество сварочных аппаратов распределяется так: 50% - в сборочном участке, в тележечно-колесном – 30%, в сварочном – 10% и в остальных производственных подразделениях – 10%.
Общее количество газосварочных аппаратов обычно не превышает 15% числа сварочных.
Похожие работы
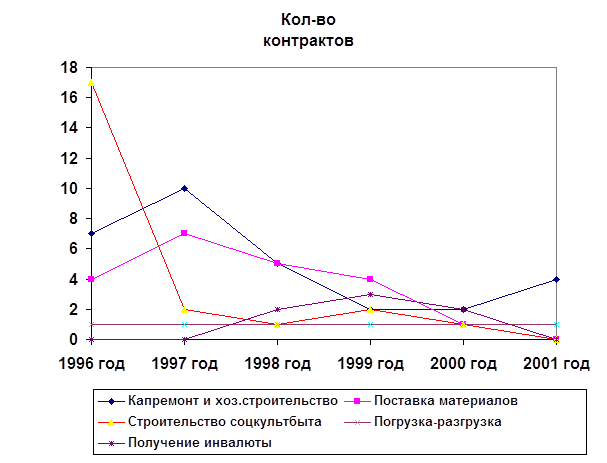
... контрактов на осуществление погрузочно-разгрузочных работ (каждый год один контракт) свидетельствует о их экономической эффективности и производственной необходимости. Таким образом, внешнеэкономическая деятельность Забайкальской железной дороги с учетом специфики железнодорожного транспорта была подчинена решению следующих производственных задач и социальных вопросов: 80. - частичная ...
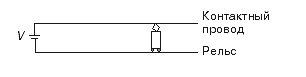
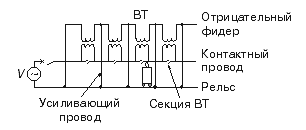
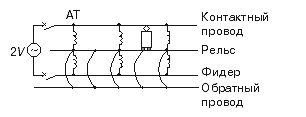
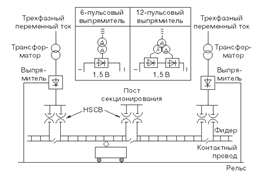
... утверждена начальником железной дороги. Выкопировки из этой схемы включаются в техническо-распорядительный акт станции. 2. Схема электроснабжения железных дорог Вначале для высокоскоростных линий, была разработана система тягового электроснабжения по трехпроводной схеме с использованием автотрансформаторов (АТ), позволившая значительно увеличить расстояние между тяговыми подстанциями. Эта ...
... Заводы и прочие коммерческие организации железнодорожной сферы, не входящие в структуру ОАО «РЖД». 2.2 Сегментация рынка и выбор потребительского сегмента Географическое положение Открытое акционерное общество «Торговый дом РЖД» располагается в г. Москве по адресу: ул. Сокольнический вал, д. 1а. Местоположение удобное, в первую очередь, обусловлено близостью головного офиса ОАО «РЖД». В ...
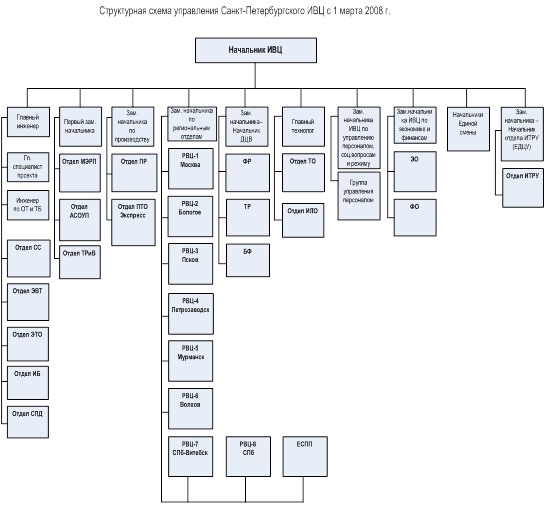
... отдела по вычислительной технике. Ему было поручено подготовить обоснование и выдать техническое задание на проектирование и строительство дорожного вычислительного центра и системы информационной связи. Так было положено начало внедрению вычислительной техники на Октябрьской железной дороге. В 1967 году на дороге приказом начальника дороги №62/Н от 06.06.67 создан Вычислительный центр. ...
0 комментариев