Навигация
Эффективная мощность при шлифовании
13211
знаков
5
таблиц
0
изображений
3. Эффективная мощность при шлифовании
Nэ = Сn · Vdn · tх · Sу · Dq
Сn = 1,4 х =0,85 q = 0
n = 0,75 у = 0,7
Nэ = 1,4 · 47,60,75 · 1,50,85 · 350,7 · 51,790 = 0,3 кВт
4. Мощность двигателя станка
Мд =7,5 кВт
КПД = 0,8
Мощность на шпинделе Nшп = 6 кВт
Nшп > Nэ
Основное время
То = (2Ĺ / n · S ) · í · К
Ĺ = 49мм
í = число проходов í = в / t = 0,25/0,01 = 25
К = 1,7 – корректирующий коэффициент.
То = (2 · 49 / 374 · 35) · 25 · 1,7 = 0,3мин
Вспомогательное время
Твс = 0,42мин
Оперативное время
Топ = То + Твс = 0,3 + 0,42 = 0,72мин
Подготовительно – заключительное время
Тпз = Тпз1 + Тпз2 = 10 + 6 = 16мин
Тпз1 = 10мин – установка в самоцентрирующемся патроне
Тпз2 = 6мин - замена круга
Время на обслуживание рабочего места
Торм = Топ · Аобс/100 = 0,72 · 0,06 = 0,04мин Аобс = 6%
Штучное время.
Тшт = Топ + Торм = 0,72 + 0,04 = 0,76мин
1.3.4.2 Хромирование
| Протирка ветошью | 0,45мин |
| Зачистка покрывающих поверхностей наждачной бумагой | 0,55мин |
| Смонтировать деталь на подвеску | 0,7мин |
| Изоляция поверхностей не подвергающихся покрытию | 0,6мин |
| Загрузка | |
| Покрытие | 0,2мин |
| Выгрузка | 0,2мин |
| Промывка | 0,4мин |
| Сушка | 0,78мин |
| Снятие с подвески | 0,2мин |
| Снятие изоляции | 0,48мин |
1. Основное время
То = (Б · у · 1000 · 60) /( ДК · С · г/те)
Б – толщина слоя – 0,3мм=0,03см
у – плотность покрытия – 6,9г/см3
С – электрохимический эквивалент – 0,324г/Ач
ДК – плотность тока – 50-75
г/те – выход металла по току – 15%
То = (0,03 · 6,9 · 1000 · 60 )/( 75 · 0,324 · 15%) = 34мин
2. Тв = 4,45мин – вспомогательное время
3. Оперативное время
Топ = То + Тв = 34 + 4,45 = 38,45мин
4. Дополнительное время
Тдоп = 38,45 · 0,5% / 100% = 0,19мин
5.Предварительно-заключительное время.
Тпз = 16мин
6. Штучное время
Тш = (То + Тв) · Кí / Пд · К4
К4 – коэффициент использования ванн – 0,8
Пд – количество деталей – 1
Кí – коэффициент подготовки закл. Работ – 1,16
Тш = (34 + 4,45) · 1,16 / 1 · 0,8 = 55,8мин
1.3.4.3 Наплавочная
1. Скорость подачи (S). S = 2,4 мм/об
2. Частота вращения детали (n)
N =1000 · Vн / ПD =6,1 об/мин.
D =51,79 мм – диаметр детали после наплавки
Vн – скорость наплавки
3. Скорость наплавки.
Vн = (0,785 · d2 · Vпр · к · а)/(t · S) = 1м/мин.
D = 2мм – диаметр проволоки Нп-30ХГСА
S = 2,4 подача проволоки на 1 оборот детали.
T =2,5мм – толщина наплавочного слоя.
к = 0,9 – коэффициент нанесения металла на поверхность
а = 0,99 – коэффициент неполноты наплавочного слоя.
Vпр = 2,04м/мин – скорость подачи проволоки.
4.Qрм – объем расплавления металла
Qрм = Gрм /6,4см3/мин = 8,5гр/см2
Gрм – масса расплавленного металла
Gрм = 54,4г/мин.
5.Сила тока(I)
I = 0,785 · d2 · Да = 251,2А.
Да = 80А/мм2 – плотность тока
d – диаметр проволоки.
6. Число проходов í = 1
1. Вспомогательное время (Тв).Тв = 1мин.
2. Основное время (Тосн)
Тосн =L · í / n · S = 13,3 / 200 · 2,42 = 0,02
3Оперативное время(Топ). Топ = 0,02 + 1 = 1,02мин.
4. Дополнительное время (Тдоп). Тдоп = (Топ · 15%) / 100 =0,15мин
5. Подготовительно-заключительное время(Тпз)
Тпз = 25/1 = 25мин
6.Штучное время
Тш = Тосн +Тв (Тпз/П) = 2.31мин
1.3.4.4 Контрольная
1. Вспомогательное время (Тв)
Тв = 0,8мин , Тпоп = 0,2мин
2. Оперативное время. (Топ)
Топ = Тв + Тпоп
Тпоп = 0,8 + 0,2 =1 мин
3. Дополнительное время, (Тдоп)
Тдоп = Топ ·6% / 100% = 1 · 6 / 100 = 0,06мин
4.Подготовительно- заключительное время (Тпз)
Тпз = 4мин.
5.Штучное время (Тшт)
Тшт = Тв + Топ + Тдоп = 1,06
2. Организация рабочих мест и техника безопасности
Рабочие места при восстановлении деталей, должны быть оснащены:
- слесарными тисками;
- контрольной и правочной плитой;
- устройствами для хранения и размещения технологической документации и мерительного инструмента;
- в ящиках верстака, в фиксированных местах весь слесарный необходимый инструмент;
Рабочее место станочника должно иметь:
- стеллаж или контейнер для деталей;
- грузоподъемные устройства;
- планшет или подставка для технической документации;
- местный светильник.
Техника безопасности при использовании электроинструмента:
- должна быть обеспечена исправность инструмента;
- выполнение работ с электроприборами осуществлять на резиновом коврике, или деревянном трапе;
- для предупреждения поражения электрическим током все оборудование должно быть заземлено;
- электроустановки, электрооборудование и проводку разрешается ремонтировать только после отключения от сети.
Запрещается:
- останавливать деталь руками;
- придерживать обрабатываемую деталь руками;
- работать без ограждений;
- выполнять операции с приводными ремнями на ходу;
- оставлять ключ в патроне;
- работать без рукавиц и головного убора;
- без защитных очков;
- работать в одежде с широкими рукавами;
- оставлять обтирочный материал вблизи электроприборов;
- убирать стружку руками.
Требования к гальваническим участкам: помещения должны быть отделены от остальных цехов сплошными стенами или перегородками, доведенными до перекрытия здания; высота помещения – не меньше 5 м; пол должен быть покрыт метлахской плиткой по асфальту или кослотоупорному цементу с уклоном 1 : 150 в сторону канализационного трапа; стены должны быть высотой 1,5…2 м и облицованы керамической плиткой или окрашивают масляной краской; наличие естественного и искусственного освещения; температура воздуха в зимнее время 17…22ºС, влажность – не более 75%
Для удаления паров, газов, пыли и создания нормальных условий труда необходимо оборудовать участки мощной приточно-вытяжной вентиляцией. Приточно- вытяжная вентиляция должна быть исправной, ее разрешается включать не позже чем за 15мин до начала работы, а выключать не раньше чем через 15мин после окончания смены.
Ванны, выделяющие вредные вещества, по окончании работы следует закрывать крышками.
Штанги, подвески и аноды следует чистить только мокрым способом, смачивая металлические щетки или шлифовальное полотно водой, так как пыль цветных металлов ядовита и вдыхание ее может вызвать отравление.
Подъемно-транспортное оборудование с механическим приводом обязательно регистрируется в инспекции Гостехнадзора, которая проводит его техническое освидетельствование.
Список литературы
1. Б.А.Малышев. Справочник технолога авторемонтного производства.М; Транспорт, 1982-431с
2. С.И.Румянцев. Ремонт автомобилей и двигателей.М; Транспорт, 1988-327с.
3. В.Е.Канорчук. Восстановление автомобильных двигателей: Технология и оборудование.М: Транспорт, 1985-303с.
4. А.Г.Косилова. Справочник технолога-машиностроителя в 2-х томах. М: Машиностроение, 1986-496с.280с
5. В.А.Аршинов. Резание металлов и режущий инструментМ; Машиностроение 1968-500с.
6. А.К.Горошкин. Приспособления для металлорежущих станков.М;Машиностроение 1979-303с
7. И.Е.Дюмин, Г.Г.Трегуб Ремонт автомобилей. Транспорт 1999-280с.
8. А.А.Панов справочник технолога.М; Машиностроение 1988-736с
9. В.С.Стародубцева Сборник задач по техническим нормам в машиностроении.М; Машиностроение.1974-272с.
Похожие работы
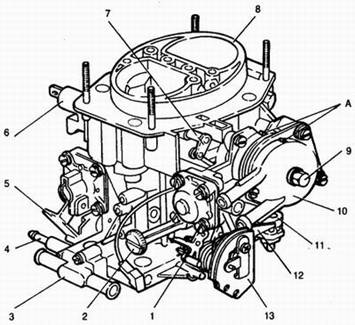

... . Особенности устройства. На двигателях 2110 устанавливается карбюратор 21083 1107010 31 (рис. 2-83) эмульсионного типа, двухкамерный, с последовательным открытием дроссельных заслонок. Рис. 2-83. Внешний вид карбюратора 21083 1107010 31: 1 - ведущий рычаг привода второй камеры; 2 - регулировочный винт количества смеси холостого хода; 3 - блок подогрева карбюратора 21083 1107010 31; ...
... достаточный потенциал, чтобы быть конкурентоспособным и равным среди лучших. А пока производство СКБ РПД продолжает выпуск автомобилей семейства ВАЗ-2108 с роторно-поршневым карбюраторным двигателем мощностью 140 л.с. Технические характеристики роторно-поршневого двигателя (рпд) ВАЗ-4132 и ВАЗ-415 Параметры ВАЗ-4132 ВАЗ-415 Число секций 2 2 Рабочий объем камеры двигателя, куб.см ...



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... топлива и нормального износа шин передние колёса устанавливаются с некоторыми отклонениями от плоскости движения автомобиля – углы установки управляемых колёс: Ø продольного наклона шкворня. Ø развала колёс. Ø поперечного наклона шкворня. Ø схождения. 6.1 Регулировка углов установки колёс Регулировку углов установки колёс рекомендуется проводить на стендах ...
0 комментариев