Навигация
Разработка технологического процесса ремонта коленчатого вала двигателя ВАЗ 2112
13211
знаков
5
таблиц
0
изображений
МОУ СПО УрГЗУ имени Демидовых
Содержание
1.3 Разработка маршрута ремонта детали, выбор режущего и измерительного инструмента
1.3.1 Разработка операций
1.3.2 Исходные данные




КУРСОВАЯ РАБОТА
по курсу:
«Ремонт автомобилей и двигателей»
Разработка технологического процесса ремонта коленчатого вала двигателя ВАЗ 2112Выполнил студент: Бакилин А.Н.
Группа: 64 ТОА.
Руководитель: Садовенко А.М.
Невьянск
2007г.
Содержание
1. Технологическая часть
1.1 Обоснование размера производственной партии
1.2 Разработка технологического процесса восстановления детали
1.2.1 Исходные данные
1.2.1.1 Особенности конструкции детали
1.2.1.2 Условия работы детали при эксплуатации
1.2.2 Механические свойства материала детали, химический состав
1.2.3 Выбор рациональных способов восстановления детали и установочных баз
1.3 Разработка маршрута ремонта детали, выбор режущего и измерительного инструмента
1.3.1 Разработка операций
1.3.2 Исходные данные
1.3.3 Определение припусков на обработку
1.3.4 Расчет режимов обработки и норм времени
1.3.4.1 Шлифование
1.3.4.2 Хромирование
1.3.4.3 Наплавочная
1.3.4.4 Контрольная
2. Организация рабочих мест и ТБ
Литература
1. Технологическая часть
1.1 Обоснование размера производственной партии
Размер экономически целесообразной партии при нормировании каждой операции процесса восстановления детали.
Х =∑Тп з ∕ ( к∙ ∑тш т.)
∑ Тп. з. - Сумма подготовительно – заключительного времени на партию.
∑ Тп. з. = 66 мин.
∑ Тш. т. – Сумма штучного времени на деталь по всем операциям.
∑Тш.т = 59,93 мин.
К – коэффициент, зависящий от серийности производства.
К = 0,08
Х = 66 ∕( 0,08 ∙ 59,93) = 14 шт.
1.2 Разработка технологического процесса восстановления детали
1.2.1 Исходные данные
1.2.1.1 Особенности конструкции детали
- Материал: высокопрочный чугун ВЧ-60-2
-Шероховатость ремонтных поверхностей и точность их обработки:
а) Ø 50,27 мм Ra =0,25 мкм
б) Ø 80мм Ra = 0,25 мкм
- Базы :
а) Для восстановления Ø50,27мм будет служить Ø 49,75мм
б) Для восстановления Ø 80 мм будет служить Ø79,8 мм
-Класс детали: круглые стержни.
1.2.1.2 Условия работы детали при эксплуатации
| Нагруженность детали | Вид смазки | Вид трения, изнашивание | t° различия | Агрессивность среды |
| Ударные, вибрационные знакопеременные нагрузки. Скручивание, изгиб. | Моторное масло, масляная ванная. | Трение скольжения и каченя | Различныеот 30° С до90° С | Воздействие ГСМ, картерных газов |
1.2.2 Механические свойства материала детали, химический состав
Высокопрочный чугун ВЧ 60-2.
Временное сопротивление разрыву – 40 - 60 кГ/мм²
Условный предел текучести при растяжении – 42 кГ/мм²
НRС около 50
Относительное удлинение 2%
Высокопрочный чугун получается из серого чугуна путем присадки 0,3 – 1,2% магния.
Магний способствует выделению графита в виде шаровидных включений, а также уменьшает количество серы и газов в металле, очищает и улучшает чугун.
1.2.3 Выбор рациональных способов восстановления детали и установочных баз
| Дефект | Способ устранения | Номер операции | Наименование операции, содержание переходов. | Установочная база. |
| Износ коренных шеек более Ø49,75 мм | Нанесение наплавочной проволоки. | 05 | Шлифование Наплавка Шлифование Полировка | Наружные цилиндрические поверхности |
| Износ диаметра под сальник более Ø79,8мм | Нанесение гальванического покрытия ( хромирование) | 10 | Шлифование Хромирование Полировка | Наружная цилиндрическая поверхность |
| № | Операция | Оборудование | Приспособление. | Рабочий инст-т | Материальный инструмент. | Разрядработ. |
| 1 | Шлифование | Станок шлифовальный 3М131 | Патрон4-х кулачковый люнет | КругПВД 24 А40НСМК8 | Микро-метр МК0-300, 0,01 (ГОСТ6507-81) | 4 |
| 2 | Наплавка с последующей закалкой ТВЧ | Установка «Ремдеталь» 011-1-02 и ОКС-12296-ГОСНИТИ | Наплавочное устройство проволки Нп-30ХГСА | МикрометрМК 0-300, 0,01 (ГОСТ6507-81) | 5 | |
| 3 | Шлифование | Станок шлифовальный 3М131 | Патрон 4-х кулачковый люнет | КругПВД 24 А40НСМК8 | Микрометр МК0-300, 0,01 (ГОСТ6507-81) | 4 |
| 4 | Гальваника с последующейполировкой | Ванна для хромирования | Устройство подвесное | Паста ГОИ | 5 | |
| 5 | Контрольная | Стол контролера | Призмы для проверки коленчатых валов | Скоба Индика Торная (ГОСТ11098- -75) | 5 |
| № | Дефект | Способ ремонта | № операции | Операция | Краткое содержание операции |
| 1 | Износ коренных шеек более 49,75мм | Нанесение наплавочной проволки Нп-30ХГСА | 1 | Шлифование | Шлифовать шейку до Ø48,33мм |
| 2 | Наплавка с последующей закалкой шеек ТВЧ | Нанесение слоя металла на шейку до 51,79мм | |||
| 3 | Шлифование | Шлифовать шейку до 50,3мм | |||
| 4 | Полировка (3…5мин) | Пастой ГОИ рабочего чертежа до Ø50,27(2рем) | |||
| 5 | Контрольная | Измерить Ø Шейки Ø50,27мм Rа=0,25мкм | |||
| 2 | Износ диаметра под сальник Ø79,8мм | Нанесение гальванического покрытия (хромирование) | 1 | Шлифование | Шлифовать шейку по всей пл-ди, Ø79,8мм |
| 2 | Хромирование | Нанесение слоя электро летического хрома толщиной 0,3мм на шейку до Ø80,1мм | |||
| 3 | Полировка | Пастой ГОИ 3…5мин до Ø80мм | |||
| 4 | Контрольная | ИзмеритьØ под сальник Ø80мм Rа=0,16мкм |
- Наименование: коленвал двиг-ля ВАЗ-2112
-Термообработка: закалка шеек ТВЧ НRС 50-60
- Материал: высокопрочный чугун ВЧ-60-2 НВ-197-269
-Масс:18кг
- Оборудование:
а) Круглошлифовальный станок 3М131
б) Ванна для хромирования
в) Установка электроконтактной наплавки «Ремдеталь» 011-1-02 и ОКС-12296-ГОСНИТИ-для шеек валов.
- Требуемая точность:
а) Коренных шеек – Ø50,27мм(2рем)
шероховатость Rа=0,25мкм
б)Диаметр под сальник- Ø80мм Rа=0,16мкм
- Размер производственной партии-14 шт
- Тип и материал рабочего и измерительного инструмента:
а) Круг шлифовальный ПВД24
А40НСМК8
б) Проволка для наплавки Нп-30ХГСА
в) Полировочная паста ГОИ
г)Микрометр МК-0-300; 0,01 ГОСТ 6507-71
1.3.3 Определение припусков на обработкуМаршрут обработки:
1. Шлифовальная: шлифовать коренные шейки с последующей полировкой. Поверхность в размерØ50,27-1,52
2. Хромирование: нанесение толщины хрома 0,3мм с последующей полировкой 3…5мин.Поверхность в размерØ80-0,2
1.3.4 Расчет режимов обработки и норм времени
1.3.4.1 Шлифование
1. Поперечная подача на один оборот детали
S = β · Воб/мин
β = 0,55
В = 63мин
S = 35об/мин
2. Скорость вращения обрабатываемой детали
Vd =(Сν · Dķ) /(Тм · tх · βу)
С = 0,27
ķ = 0,3
х = 1
у = 1
м = 0,5
Т = 10мин
t = 1,5мм – глубина шлифования
Vd =( 0,27 · 51,790,3)/( 100,5 · 1,51 · 0,551) =47,6м/мин
n = (1000 · Vd) /( П · D) = (1000 · 47.6 )/ (3,14 · 51,79) = 374об/мин
Похожие работы
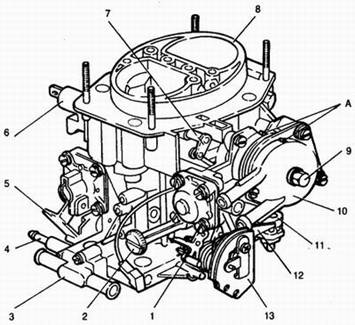
... . Особенности устройства. На двигателях 2110 устанавливается карбюратор 21083 1107010 31 (рис. 2-83) эмульсионного типа, двухкамерный, с последовательным открытием дроссельных заслонок. Рис. 2-83. Внешний вид карбюратора 21083 1107010 31: 1 - ведущий рычаг привода второй камеры; 2 - регулировочный винт количества смеси холостого хода; 3 - блок подогрева карбюратора 21083 1107010 31; ...
... достаточный потенциал, чтобы быть конкурентоспособным и равным среди лучших. А пока производство СКБ РПД продолжает выпуск автомобилей семейства ВАЗ-2108 с роторно-поршневым карбюраторным двигателем мощностью 140 л.с. Технические характеристики роторно-поршневого двигателя (рпд) ВАЗ-4132 и ВАЗ-415 Параметры ВАЗ-4132 ВАЗ-415 Число секций 2 2 Рабочий объем камеры двигателя, куб.см ...
... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... топлива и нормального износа шин передние колёса устанавливаются с некоторыми отклонениями от плоскости движения автомобиля – углы установки управляемых колёс: Ø продольного наклона шкворня. Ø развала колёс. Ø поперечного наклона шкворня. Ø схождения. 6.1 Регулировка углов установки колёс Регулировку углов установки колёс рекомендуется проводить на стендах ...
0 комментариев