Технические характеристики микроконтроллера AT91SAM7S64
Выбор стабилизатора напряжения
РАЗРАБОТКА ПЕЧАТНОГО УЗЛА АППАРАТНОГО ШИФРАТОРА
Конструкторско-технологический расчет печатного узла шифратора
Диаметр контактных площадок
Мощность потерь
Расчет показателей надежности
Технология поверхностного монтажа
SMT верхняя сторона в первом случае и верхняя и нижняя во втором, но PTH только верхняя сторона
Нанесение припойной пасты
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ДЛЯ АППАРАТНОГО ШИФРАТОРА
Навигация
SMT верхняя сторона в первом случае и верхняя и нижняя во втором, но PTH только верхняя сторона
Устройство аппаратного шифрования данных с интерфейсом USB
86939
знаков
6
таблиц
20
изображений
3. SMT верхняя сторона в первом случае и верхняя и нижняя во втором, но PTH только верхняя сторона.
![]()

Рис. 3.4 – Установка SMT элементов на обе стороны платы и PTH элементов на одну сторону платы
Этот метод установки используется, когда имеются DIP компоненты, в SMT сборке. Процесс включает размещение DIP компонентов, вставляемых в отверстия перед SMT пайкой. При использовании данного метода убирается лишняя операция пайки волной или ручной пайки PTH компонентов, что значительно уменьшает стоимость изделия. Первое требование - способность компонентов противостоять вторичной пайке. Размеры отверстия платы, контактные площадки и геометрия трафарета должны быть точно совмещены, чтобы достичь качественной пайки. Плата должна иметь сквозные металлизированные отверстия и может быть односторонней или двухсторонний, то есть компоненты могут размещаться как с верхней так и с нижней стороны.
Порядок обработки односторонней печатной платы:
· нанесение припойной пасты, установка SMT компонентов, установка PTH компонентов, пайка, промывка верхней стороны.
Порядок обработки двухсторонней печатной платы:
· нанесение припойной пасты, установка SMT компонентов, SMT пайка, промывка нижней стороны;
· установка PTH компонентов, пайка, промывка верхней стороны.
4. Тип 1С: SMT только верхняя сторона и PTH только верхняя сторона![]()
Рис. 3.5 – Установка SMT и PTH элементов на верхнюю сторону платы
Данный метод является смешанной технологией сборки. Все модули SMT и PTH установлены на верхней стороне платы. Допускается установка некоторых компонентов монтируемых в отверстия (PTH) на верхней стороне платы, где размещены SMT компоненты для увеличения плотности. Данный тип сборки называется IPC Type 1C.
Порядок проведения процесса:
· нанесение припойной пасты, установка, оплавление, промывка верхней части SMT;
· автоматическая установка DIP, затем осевых компонентов (такие как светодиоды);
· ручная установка других компонентов ;
· пайка волной PTH компонентов, промывка.
5. Тип 2С: SMT верхняя и нижняя стороны или PTH на верхней и нижней стороне![]()
Рис. 3.6 – Установка SMT и PTH элементов на обе стороны платы
Установка поверхностно монтируемых и монтируемых в отверстия (DIP) компонентов с обеих сторон платы не рекомендуется из-за высокой стоимости сборки. Эта разработка может требовать большого объема ручной пайки. Также не применяется автоматическая установка PTH компонентов из-за возможных конфликтов с SMT компонентами на нижней стороне платы. Данный тип сборки называется IPC Type 2C.
Порядок проведения процесса:
· нанесение припойной пасты, установка, пайка, промывка верхней стороны SMT;
· нанесение специального токопроводящего клея через трафарет, установка, фиксация SMT;
· автоматическая установка DIP и осевых компоненты;
· маскирование всей нижней стороны PTH компонентов;
· ручная установка других компонентов;
· пайка волной PTH и SMT компонентов, промывка;
· ручная пайка нижней стороны PTH компонентов.
3.9.2 Установка компонентов на плату
Традиционные компоненты, монтируемые в отверстия, являются наиболее узким местом в процессе установки их на печатную плату. Это практически полностью исключает возможность автоматизации процесса. Гораздо проще и быстрее автоматизировать процесс установки поверхностно монтируемых компонентов.
Машины для автоматической установки работают по трем основным принципам:
· поочередная установка компонентов;
· поочередно-одновременная установка компонентов;
· одновременная установка компонентов;
В аппаратах поочередной установки один компонент все время устанавливается одной или двумя установочными головками. Поочередная установка, также может проводиться при помощи револьверной головки. В поочередно-одновременной установке несколько компонентов может быть установлено одновременно. Установочные машины одновременного типа, устанавливают все или возможно-большее количество компонентов за один раз.
Поочередные и поочередно-одновременные машины, также называются последовательными и их основное преимущество в гибкости настройки. Если машина поочередной установки оснащена револьверной головкой, скорость установки компонентов на печатную плату значительно возрастает. Эти машины могут устанавливать компоненты нескольких типов. Место установки компонента может быть легко изменено, а точность установки достаточно высока.
Машины одновременной установки компонентов значительно производительней. Скорость установки компонентов может достигать 300000 компонентов в час, однако эти машины не так просты и гибки в настройке. Если для изменения места установки компонента в машинах поочередного и поочередно-одновременного типа достаточно изменить программы, то для машины одновременной установки требуются значительные более сложные механические изменения. Поэтому, эти машины используются для особо больших партий изделий.
Похожие работы


... для блокировки загрузки с FDD; Интерфейс для блокировки загрузки с CD-ROM; Программное обеспечение формирования списков контролируемых программ; Документация. 2. Система защиты информации "Secret Net 4.0" Рис. 2.1. Назначение: Программно-аппаратный комплекс для обеспечения информационной безопасности в локальной вычислительной сети, рабочие ...


... из миров Мас и РС сдерживается только использованием PowerPC. Для специалистов решение из сложившейся ситуации очевидно, Apple пока предпочитает хранить молчание. Часть 2. Аппаратно-программная платформа Макинтош Платформа (по отношению к ЭВМ) – тип ЭВМ, определяемый маркой центрального процессора и операционной системы, на которой она работает (№7). Общая аппаратная платформа CHRP (Command ...
... защиты от НСД к информации; -управления защитой информации в локальных и корпоративных вычислительных сетях различного назначения. В настоящее время ОКБ САПР является признанным разработчиком и производителем программно-аппаратных средств защиты информации от несанкционированного доступа, передовых методов управления защитой информации и технологий защищенного электронного документооборота ...

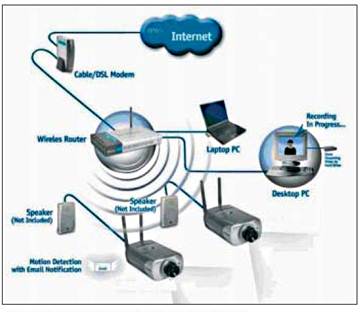
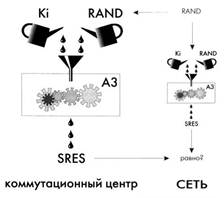
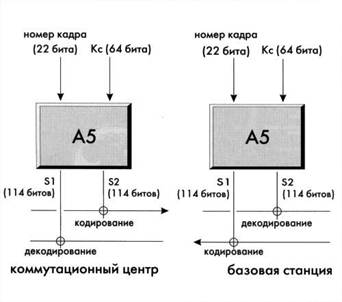
... этому адресу. Вызываемое устройство, организовав GPRS-сеанс и получив динамический IP-адрес, устанавливает TCP/IP-соединение с вызывающим устройством. 3. Анализ функционирования систем безопасности, использующих gsm каналы 3.1 Анализ помехоустойчивости и помехозащищённости gsm канала Помехи в радиоканале создаются как за счет искажений сигнала при его распространении, так и в результате ...
0 комментариев