Технические характеристики микроконтроллера AT91SAM7S64
Выбор стабилизатора напряжения
РАЗРАБОТКА ПЕЧАТНОГО УЗЛА АППАРАТНОГО ШИФРАТОРА
Конструкторско-технологический расчет печатного узла шифратора
Диаметр контактных площадок
Мощность потерь
Расчет показателей надежности
Технология поверхностного монтажа
SMT верхняя сторона в первом случае и верхняя и нижняя во втором, но PTH только верхняя сторона
Нанесение припойной пасты
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ДЛЯ АППАРАТНОГО ШИФРАТОРА
Навигация
Нанесение припойной пасты
Устройство аппаратного шифрования данных с интерфейсом USB
86939
знаков
6
таблиц
20
изображений
3.9.3 Нанесение припойной пасты
Для крепления компонентов на печатную плату используется метод нанесения припойной пасты. Это наиболее широко используемый метод установки компонентов. В этом методе, припойная паста наносится непосредственно на контактные площадки печатной платы.
Припойные пасты представляют собой смесь мелкодисперсного порошка материала припоя со связующей жидкой основой. При этом содержание порошка припоя составляет приблизительно 88 % от веса всей смеси (обычно этот показатель меняется в пределах от 85 до 92 %). Однако чаще всего состав припойных паст выражают через соотношение ингредиентов материала припоя. Так, например, 63/37 означает содержание в составе материала припоя 63 % олова и 37 % свинца, а 62/36/2 – 62 % олова, 36% свинца и 2 % серебра. Оба этих состава используются для приготовления припойных паст в SMT.
Флюс в составе припойных паст служит для активации контактируемых металлических поверхностей, удаления с них окислов и предотвращения окисления припоя в процессе пайки (что необходимо для создания паяного соединения). Флюс обеспечивает требуемую растекаемость (реологию), а также изменение вязкости со временем (тиксотропность) при нанесении припойной пасты на коммутационную плату. Если состав припойной пасты имеет недостаточную вязкость, она будет растекаться, или "расползаться", что, несомненно, приведет к потере точности рисунка, обеспечиваемой трафаретом, а это в свою очередь может послужить причиной образования шариков припоя или перемычек в процессе пайки. Кроме того, количество припойной пасты, нанесенной на плату, в ряде мест может оказаться недостаточным из-за ее растекания по плате.
Промежуток времени между нанесением припойной пасты на коммутационную плату и процессом пайки является еще одним фактором, который нужно учитывать при выборе пасты. Длительный промежуток времени может привести к ухудшению электрофизических параметров пасты. Припойная паста не должна ухудшать свои параметры не только в условиях термообработки при повышенной температуре, но и в условиях циклического воздействия температуры, которым подвергается плата как в процессе пайки, так и на других этапах изготовления изделия.
Наиболее важным в массовом производстве печатных плат, является метод трафаретного нанесения припойной пасты (рис.3.7.), в котором паста продавливается через трафарет (окна) на контактные площадки печатной платы. Припойная паста уже содержит в себе и припой, и флюс, а их пропорция одна из важных характеристик пасты. Материалом трафарета может быть как сплав никеля, так и нержавеющая сталь. Отверстия в трафарете обычно прорезаются лазером или протравливаются. В массовом производстве этот метод эффективен, но не гибок, так как свой собственный трафарет (причем несколько) требуется для каждой платы. Гибкость достигается только за счет быстрой смены трафарета и автоматического распределения пасты.
При проведении скребком по поверхности трафарета припойная паста продавливается сквозь отверстия в трафарете на контактные площадки. Наиболее важной фазой этого процесса является продвижение пасты вдоль поверхности трафарета, она должна продвигаться с правильной силой, углом и скоростью. Трафарет и скребок должны быть чистыми и паста должна иметь строго определенные характеристики для этой силы, угла и скорости. Ошибки в этих параметрах приводят к плохим характеристикам пайки. Больше половины ошибок всего процесса сборки печатных плат приходятся именно на процесс нанесения припойной пасты. Преимуществом метода трафаретного нанесения припойной пасты является то, что паста может быть нанесена слоем до 300 мкм с очень высокой точностью.
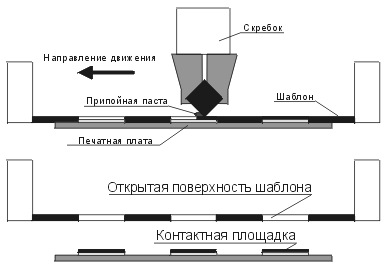
Рис. 3.7 – Нанесение припойной пасты
3.9.4 Пайка SMT компонентов
Традиционная техника пайки волной припоя выполняется чаще всего погружением компонента в ванну с припоем. Для пайки на коммутационных платах SMT компонентов обычно применяется метод расплавления дозированного припоя. Пайка расплавлением припоя в парогазовой фазе в настоящее время уступает место пайке с инфракрасным нагревом, лазерная пайка пока не получила распространения. Ведущие поставщики сборочно-монтажного оборудования обычно включают установки для пайки в состав выпускаемых производственных линий.
Появление на коммутационных платах поверхностно монтируемых компонентов существенно изменило технологию пайки. Пайка волной припоя была внедрена в 50-х гг. и до настоящего времени является единственным групповым методом пайки компонентов, устанавливаемых в отверстия коммутационных плат. Для пайки плат со смешанным монтажом (компоненты, монтируемые в отверстия с одной стороны платы и простые, монтируемые на поверхность) был разработан метод пайки двойной волной припоя. Технология пайки поверхностно монтируемых компонентов расплавлением дозированного припоя в парогазовой фазе (ПГФ) появилась в 1973 г., когда фирма DuPont разработала и запатентовала специальные жидкие материалы. В течение нескольких лет Western Electric была единственной фирмой, пользовавшейся преимуществами этой новой разработки. С 1983 г. основным конкурентом пайки в ПГФ стала пайка расплавлением дозированного припоя с помощью инфракрасного нагрева (ИК-пайка).
Для чувствительных к тепловому воздействию и сложных микросборок с поверхностным монтажом тремя ведущими японскими компаниями была разработана и реализована лазерная пайка.
Похожие работы


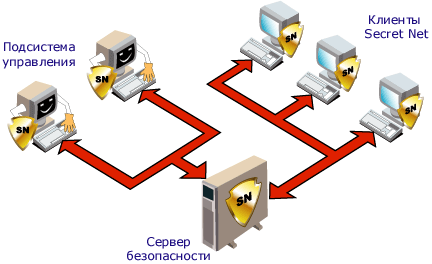
... для блокировки загрузки с FDD; Интерфейс для блокировки загрузки с CD-ROM; Программное обеспечение формирования списков контролируемых программ; Документация. 2. Система защиты информации "Secret Net 4.0" Рис. 2.1. Назначение: Программно-аппаратный комплекс для обеспечения информационной безопасности в локальной вычислительной сети, рабочие ...


... из миров Мас и РС сдерживается только использованием PowerPC. Для специалистов решение из сложившейся ситуации очевидно, Apple пока предпочитает хранить молчание. Часть 2. Аппаратно-программная платформа Макинтош Платформа (по отношению к ЭВМ) – тип ЭВМ, определяемый маркой центрального процессора и операционной системы, на которой она работает (№7). Общая аппаратная платформа CHRP (Command ...
... защиты от НСД к информации; -управления защитой информации в локальных и корпоративных вычислительных сетях различного назначения. В настоящее время ОКБ САПР является признанным разработчиком и производителем программно-аппаратных средств защиты информации от несанкционированного доступа, передовых методов управления защитой информации и технологий защищенного электронного документооборота ...

... этому адресу. Вызываемое устройство, организовав GPRS-сеанс и получив динамический IP-адрес, устанавливает TCP/IP-соединение с вызывающим устройством. 3. Анализ функционирования систем безопасности, использующих gsm каналы 3.1 Анализ помехоустойчивости и помехозащищённости gsm канала Помехи в радиоканале создаются как за счет искажений сигнала при его распространении, так и в результате ...
0 комментариев