Аналіз матеріалу деталі
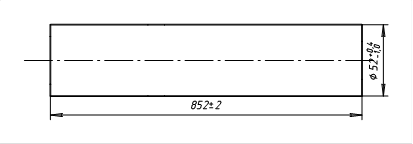
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Розрахунок режимів різання
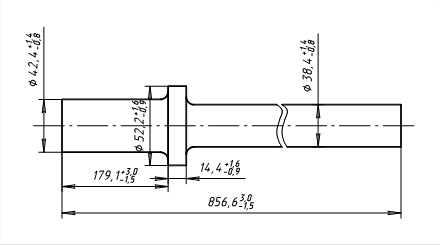
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.13. Розрахунок режимів різання
Основні вихідні дані для розрахунку та вибору режимів різання використовуємо такі: річна програма, робоче креслення деталі та заготовки, використовуване обладнання та інструмент.
Розрахунковим методом визначаємо режими різання на операції фрезерування 020, 1 перехід, різання t при чорновому фрезеруванні назначаємо максимальну, в нашому випадку дорівнює товщині припуску t=2,4мм (12 квалитет) та шорсткість Ra=12,5.
На вказаному переході виконуємо торцьову фрезерування, на якому для досягнення виробничих режимів фрезерування, діаметр фрези більше ширини фрезерування.
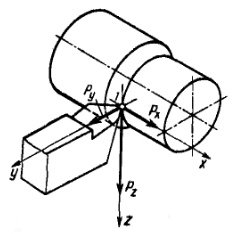
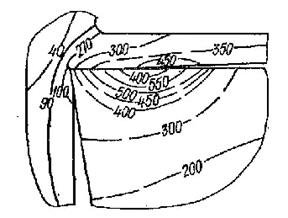
На рис. 2.13.1 покажемо схему фрезерування на 1 перехід 020 операції.
Рис. 2.13.1
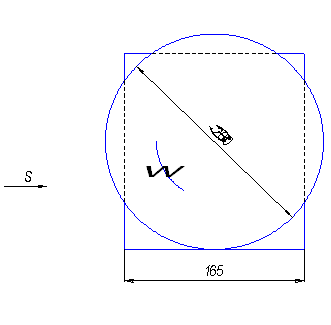
При обробці стальних заготовок обов¢язковим являється їх несиметричне розташування відносно фрези.
Для підвищення стійкості інструмента здвиг виконуємо в направленні врізання зуба фрези, чим забезпечуємо початок різання при малій товщині зрізуваного шару.
Подача.
При фрезеруванні розрізнюють такі види подач:
- подача на зуб Sz;
- подача на оборот фрези S;
- хвилинна подача Sм, яка знаходиться в співвідношенні Sм=S x n = Sz x Z x n.
Вихідною величиною при чорновому фрезеруванні є Sz. З таблиці [33.1.стор.240]; Sz=0,09-0,18 призначаємо Sz=0,12мм/зуб.
Швидкість різання – окружна швидкість фрези, м/хв;
V=![]() ; (2.13.1)
; (2.13.1)
Значення Сv та показників ступені вибираємо з таблиці 40 [1.стор.241]
Сv=332, q=0,2; x=0,1; y=0,4;u=0,2; p=0;m=0,2; T=240хв.
V=![]() =206,5 об/хв.
=206,5 об/хв.
Kv = Kmv x Knv x Kuv; (2.13.2.)
Kmv – коефіцієнт, який враховує якість обробки матеріалу;
Kmv=Kr(![]() )nv = 0,85(
)nv = 0,85(![]() )1,45=1,04 (2.13.3)
)1,45=1,04 (2.13.3)
Knv – коефіцієнт, який враховує стан поверхні заготовки;
Knv = 0.8; - як стальна відливка по нормальній кірці;
Kuv – коефіцієнт, який враховує матеріал інструменту;
Kuv=1.
Частота обертання шпинделя;
n = ![]() =328,8 об/хв.
=328,8 об/хв.![]() 330 об/хв;
330 об/хв;
Знайдемо силу різання Pz при фрезеруванні. Головна складова сили різання при фрезеруванні – окружна сила, Н.
Для знаходження сили різання використовуємо формулу:
Pz=![]() (2.13.4)
(2.13.4)
Cp=825; x=1; y=0,75; u=1,1; q=1,3; m=0,2;
Kmp=(![]() )1 = 0,86;
)1 = 0,86;
Pz=![]() 0,86 = 1951,5 H;
0,86 = 1951,5 H;
Крутячий момент на шпинделі:
Мкр=![]() =1951б5Нм; (2.13.5)
=1951б5Нм; (2.13.5)
Потужність різання (ефективна), кВт;
Nc=![]() =6,58 кВт (2.13.6)
=6,58 кВт (2.13.6)
На інші операції режимів різання визначаємо табличним методом.
Результати вибору параметрів різання заносимо в таблицю 2.13.1.
Режими різання при механічній обробці деталі “Диск”
Таблиця 2.13.1
| Номер | Глибина різання t, мм | Подача | Швид-кість різання V, м/хв | Частота оберта-ння шпин-деля n, об/хв. | Потуж-ність, N, кВт | Основ-ний час to, xв. | |||
| Опера-ції | Пози-ції | Пере-ходу | So мм/об | Sz мм/зуб | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 020 | 1-4 | 1 | 2,4 | 2,4 | 0,12 | 206,5 | 330 | 6,58 | 4х0,33 |
| 5-8 | 2 | 2,4 | 2,4 | 0,12 | 206,5 | 330 | 6,58 | 4х0,27 | |
| 3 | 2,4 | 0,96 | 0,12 | 262 | 1324 | 4,82 | 2х0,14 | ||
| 4 | 12 | 0,32 | - | 128 | 509 | 1,35 | 0,21 | ||
| 5 | 1,8 | 3 | - | 12 | 159 | 2,17 | 0,10 | ||
| 025 | 1 | 12 | 0,35 | - | 188 | 748 | 3,76 | 0,09 | |
| 2 | 1,1 | 0,5 | - | 202 | 804 | 2,27 | 0,39 | ||
| 3 | 2,8 | 2,4 | 0,12 | 212 | 675 | 3,21 | 0,56 | ||
| 4 | 0,2 | 0,25 | - | 280 | 1114 | 1,43 | 0,57 | ||
| 5 | 0,06 | 0,1 | - | 385 | 1532 | 1,07 | 1,04 | ||
| 030 | 1 | 11,5 | 0,32 | - | 60 | 796 | 1,35 | 0,09 | |
| 2 | 5.7 | 0,24 | - | 60 | 1624 | 1,04 | 0,05 | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 3 | 3 | 0,06 | - | 60 | 3185 | 0,18 | 0,84 | ||
| 4 | 0,8 | 1,34 | - | 60 | 1592 | 0,78 | 0,01 | ||
| 5 | 12 | 0,32 | - | 186 | 740 | 4,85 | 1,67 | ||
Основний час обчислюємо по формулі:
to=![]() ;
(2.13.7)
;
(2.13.7)
L=l+l1+l2;
де: l- довжина поверхні, що обробляється;
n – число обертів шпинделя;
So – подача мм/об;
l1,l2 – врізання та перебіг інструменту.
Похожие работы

... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев