Навигация
Разработка технологического процесса изготовления плунжера
32487
знаков
2
таблицы
1
изображение
Содержание
1. Исходные данные и их анализ
1.1 Описание и конструкторско-технологический анализ детали
1.2 Анализ требований к геометрическим параметрам поверхностей детали
1.3 Тип производства и программа выпуска
2. Выбор заготовки
3. Разработка маршрута технологического процесса изготовления детали
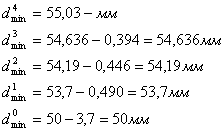
4. Расчёт припусков на механическую обработку
5. Проектирование станочных операций
5.1 Выбор оборудования
5.2 Выбор станочных приспособлений
5.3 Выбор режущих инструментов
5.4 Выбор вспомогательных инструментов
5.5 Выбор контрольно-измерительных средств
5.6 Назначение режимов резания
5.7 Техническое нормирование операций
Библиографический список
1. Исходные данные и их анализ
1.1 Описание и конструкторско-технологический анализ детали
Плунжер является фиксатором рычага и подпружинивает упор шептала через плечо.
Плунжер входит в состав затыльника, который, в свою очередь, предназначен для размещения механизма подачи, электропуска, выключателя и спускового механизма. В пазу затыльника размещается шептало, которое прокачивается на оси. Зацеп шептала удерживает остов затвора в крайнем заднем положении, а выступ шептала взаимодействует с плечом упора шептала.
В другом пазу затыльника на оси размещается упор шептала, который своим плечом препятствует опусканию шептала. Упор шептала через плечо подпружинен плунжером. Третье плечо упора шептала, взаимодействуя с остовом затвора при откате, выводит упор шептала из зацепления с шепталом для обеспечения забега остова затвора за шептало.
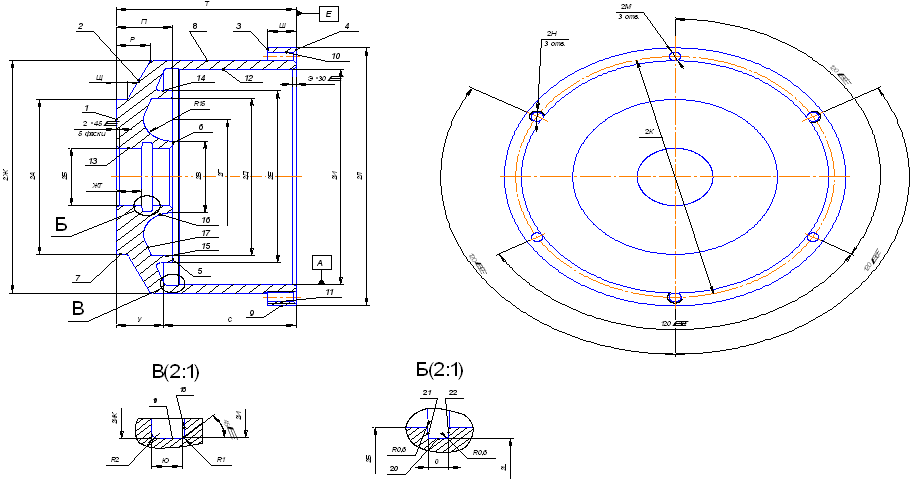
Плунжер является телом вращения, которое с левого торца имеет выступ в виде плоской поверхности с фасками. Цилиндрическая часть детали представлена двумя диаметрами. На наружной поверхности большего диаметра – паз выполненный в форме квадрата со скруглёнными углами. Деталь имеет центральное отверстие с правого торца; отверстие глухое ступенчатое с цилиндрической поверхностью без резьбы. На наружных поверхностях резьба также отсутствует.
В качестве материала детали выбираем сталь 30 ХРА, которая является оптимальным вариантом с физико-механическими свойствами и стоимостью, соответствующими применению и назначению детали, а также техническим требованиям, предъявляемым к ней.
Сталь 30 ХРА является хромистой высококачественной с массовыми долями элементов: углерода 0.27 – 0.33%, кремния 0.17 – 0.37%, марганца 0.5 – 0.8%, хрома 1 – 1.3%. Бор вводится по расчёту (без учёта угара) в количестве не более 0.005%;при этом остаточная массовая доля его в стали должна быть не менее 0.001%.
Основным легирующим элементом является хром, который повышает твёрдость и прочность, незначительно уменьшая пластичность, увеличивает коррозионную стойкость. Бор повышает износостойкость стали.
Также в стали допускается наличие вольфрама до 0.2%, молибдена до 0.15%, титана до 0.03% и ванадия до 0.05%.
Массовая доля фосфора, серы, остаточных меди и никеля в стали не должна превышать норм (по ГОСТ 4543 – 71 – для высококачественных сталей): P – 0.025%; S – 0.025%; Cu – 0/30%; Ni – 0.30%.
Твёрдость по Бринеллю горячекатаного проката после термообработки диаметром свыше 5 мм должна быть не более 241 (HB); диаметр отпечатка не менее 3.9 мм.
Механические свойства при нормальной температуре:
1. Предел текучести σт=1275(Н/мм2);
2. Временное сопротивление σв =1570(Н/мм2);
3. Относительное удлинение δб=9%;
4. Относительное сужение ψ=40%;
5. Ударная вязкость KCИ =49(Дж/см2).
Для достижения необходимой твёрдости (43.5…51.5 HRCэ) и заданных механических свойств назначаем термообработку – закалка + низкий отпуск. Температура первой закалки 9000С, температура второй закалки 8600С; среда охлаждения – масло (т.е. скорость охлаждения не высокая, т.к. легированная сталь обладает большей прокаливаемостью, чем углеродистая).
Температура отпуска 2000С; среда охлаждения – воздух.
При проведении неполной закалки (сталь доэвтектоидная) при нагреве в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твёрдость закалённой стали. Назначая закалку при температурах нагрева выше точки Ас3(полная закалка), получаем сталь со структурой однородного аустенита, который при последующем охлаждении превращается в мартенсит. Сталь благодаря этому становится твёрдой, кроме того, повышается прочность.
Целью отпуска является уменьшение напряжений в стали, повышение вязкости. В данном случае назначение низкого отпуска обосновывается тем, что во время отпуска мартенсит закалки превращается в мартенсит отпуска, при этом внутренние напряжения частично снимаются и остаточный аустенит превращается в мартенсит отпуска. В результате сталь сохраняет высокую твёрдость и даже возможно повышение твёрдости (в пределах, указанных в технических требованиях) за счёт распада остаточного аустенита; устраняется закалочная хрупкость.
Похожие работы
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...

... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...

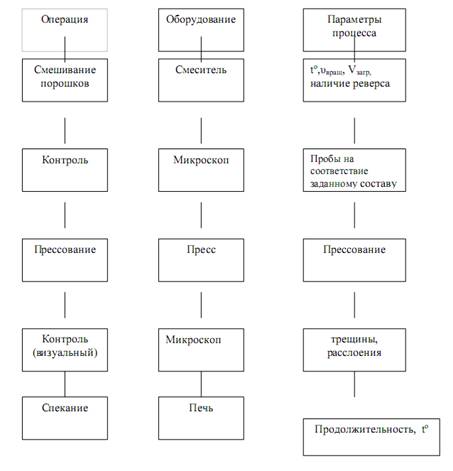
... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...
0 комментариев