Навигация
2 Алгоритм расчета MRP II
В работе MRP II-системы четко выделяются три этапа. Первые два предполагают реализацию методологии MRP II и заканчиваются утверждением планов. Последний же, протекающий параллельно с реальным производственным процессом, включает контроль выполнения сформированных планов и оперативное, по мере необходимости, внесение поправок в ход производства:
Рисунок 3
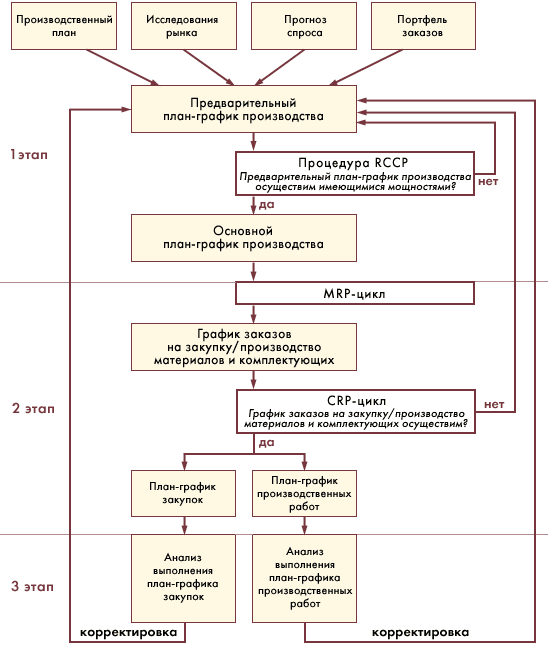
1) На основе заказов независимого спроса формируется основной производственный план-график.
· По данным производственного плана, исследований рынка, прогноза спроса, портфеля заказов на продукцию составляется предварительный план-график выпуска конечных изделий.
· Запускается процедура RCCP (Rough Cut Capacity Planning, предварительное планирование мощностей) - быстрой проверки выполнимости составленного плана с точки зрения имеющихся мощностей и существующей технологии производства. Эта процедура предполагает создание потока заказов зависимого спроса между подразделениями предприятия, задействованными в производственном процессе, и проверку выполнимости этих заказов на заранее выделенных критических участках производства (т. е. в рабочих центрах, которые лимитируют или же определяют сменный выпуск изделий).
· Если предварительный план-график выпуска конечных изделий признается реально осуществимым, то он становится основным планом выпуска. В противном случае в предварительный план-график вносятся изменения, и он подвергается повторному тестированию с помощью процедуры RCCP.
2) На основе принятого производственного план-графика планируются потребности в материалах, мощностях и финансовых ресурсах.
· Запускается стандартный MRP-цикл, основным результатом которого является план-график заказов на закупку/производство материалов и комплектующих.
· Запускается CRP-цикл, который дает план-график производственных работ, описывающий всю дальнейшую производственную деятельность.
· По этим двум документам оценивается потребность в финансах (Financial Requirements Planning - FRP) для осуществления производственной деятельности. То есть рассчитываются операционные расходы на закупку материалов, производственные нужды, зарплату производственному персоналу и т. д., и эти расходы распределяются по всему горизонту планирования.
3) В соответствии со сформированными план-графиками начинается реальная производственная деятельность. При этом MRP II-система осуществляет оперативное управление производственным процессом: контролирует выполнение плановых заданий и при необходимости вносит коррективы в действующие планы.
· Выполнение плановых заданий оперативно регистрируется в MRP II-системе. Система, на основе сравнения фактических и нормативных показателей, анализирует протекание хозяйственного процесса.
Например, для контроля выполнения CRP-планов MRP II-система в течение всего планового периода отслеживает величину производительности каждой производственной единицы. Фактическая производительность сравнивается с нормативным показателем производительности и, если отклонение превышает заранее заданную допустимую величину, система дает сигнал управленческому персоналу о необходимости срочного вмешательства в работу данной производственной единицы и принятия мер к повышению ее производительности. Такими мерами может служить, например, привлечение дополнительных рабочих или увеличение нормативного времени работы отстающей производственной единицы.
Аналогично система отслеживает потребление производственными единицами материалов и комплектующих и регистрирует отклонение фактических и нормативных показателей потребления по каждой производственной единице. Это позволяет быстро диагностировать ситуацию, когда производственная единица не развивает плановой производительности из-за недостаточного снабжения материалами.
· Анализируя ход производственного процесса, MRP II-система ежедневно формирует сменные задания для рабочих центров (Operation lists), которые отсылаются руководителям рабочих центров. Сменные задания отражают последовательность проведения рабочих операций над сырьем и комплектующими на каждой единице производственных мощностей и длительность этих операций. В отличие от план-графика производственных работ, формируемого CRP-модулем, в этих цеховых заданиях автоматически учитывается уменьшение/увеличение скорости работы производственной единицы: сменные задания могут содержать как запоздавшие по каким-либо причинам производственные заказы (уменьшение скорости обработки), так и производственные заказы, запланированные на последующие плановые периоды (увеличение скорости обработки).
· Точно так же, формируя скорректированные ежедневные задания на закупку/поставку сырья и комплектующих, MRP II-система регулирует работу снабженческих, сбытовых и складских структур предприятия.
2.1 Развитие MRP II: распространение на "недискретные" типы производств
Как было отмечено выше, изначально методология MRP II и MRP II-системы разрабатывались для сборочных производств. Однако свыше 40% промышленных компаний мира представляют собой предприятия с другим типом производства - процессным.
По классификации, предложенной Gartner Group, все многообразие производств можно свести к трем основным типам:
· проектное производство;
· дискретное производство;
· процессное производство.
Проектное производство - это уникальное разовое производство (например, ракетостроение, судостроение), технология которого заранее не задана.
Основным отличительным признаком дискретного производства является наличие счетных единиц выпускаемой продукции, которая, в свою очередь, собирается из отдельных компонент. Поэтому в дискретном производстве основой для изготовления (сборки) конечного продукта является иерархическое описание состава изделия (т. е. конструкторская или производственная спецификация конечного изделия). Классический пример дискретного производства - машиностроение.
В дискретных производствах выделяют несколько существенно различных видов организации производства:
· изготовление на склад (Make-To-Stock - MTS): объем производства планируется, исходя из "оптимальной загрузки производственных мощностей"; при этом предполагается, что вся произведенная продукция найдет сбыт;
· изготовление на заказ (Make-To-Order - MTO): объем выпуска планируется, исходя из поступивших заказов на продукцию, причем различают:
· разработку на заказ (Engineering-To-Order - ETO), когда приходится начинать с проектирования заказанного изделия, разработки конструкторской и технологической документации;
· сборку на заказ (Assembling-To-Order - ATO), при которой используется уже имеющаяся на предприятии конструкторская и технологическая документация на различные узлы, однако допускается небольшая вариабельность состава изделия, в зависимости от заказа клиента (при этом все исходные компоненты предполагаются имеющимися на складе).
Процессное производство состоит из ряда технологических процессов (например, смешивание, растворение, нагрев), каждый из которых не может быть прерван в произвольный момент времени. Помимо конечного продукта в процессном производстве обычно выпускается множество побочных и сопутствующих продуктов.
Технологический процесс, как правило, подразделяется на несколько этапов, описываемых своей рецептурой. На выходе одного и того же процесса могут получаться различные продукты, в зависимости, например, от концентрации исходных компонент, температурного режима, катализаторов. Некоторые процессы могут рекурсивно повторяться (рецикл).
Для процессных производств характерны неразрывные внутренние связи между различными видами продукции, производимыми в ходе одного процесса. Например, при переработке нефти на одной установке одновременно получаются нефтепродукты от газойля и бензина до мазута и битума, причем состав выпускаемой продукции невозможно изменить.
По свойству дискретности/непрерывности во времени выпуска конечного продукта, среди процессных производств выделяют, соответственно, повторяющиеся (например, фармация, пищевая промышленность, целлюлозно-бумажное производство, химическая промышленность) и непрерывные (например, энергетика, нефте- и газодобыча, нефтехимия, первичная металлургия).
Для каждого из типов производств характерны своя специфика планирования и управления. Если в планировании дискретных производств исходят из объемных показателей производственных планов и жестко заданного состава конечного изделия, то в проектных производствах опираются на список работ по проекту и их взаимосвязи (то есть составляют так называемые сетевые графики). В процессных производствах на первое место выходят показатели загрузки производственных мощностей и вариантность технологического процесса.
Разработанная изначально для дискретного производства, методология MRP II не отвечала специфике других типов производств. Попытки "скорректировать" лежащую в ее основе математическую модель для применения, например, в процессном производстве, приводили к таким нереальным результатам, как отрицательные времена производства и отрицательные потребления ресурсов. Этот подход не стал эффективным в связи с принципиальными различиями дискретных и процессных производств. Поэтому для процессного и проектного производств были созданы оригинальные математические модели и алгоритмы решения задачи планирования ресурсов, что явилось основой создания MRP II-систем, ориентированных на "недискретные" типы производства.
Характерной чертой классических MRP II-систем является специализация на конкретном (одном или нескольких) типе производства. Однако в последнее время производители MRP II-систем модифицируют свои продукты, расширяют функциональность, переносят на новые платформы. Это вызвано жесткой конкурентной борьбой на рынке информационных управленческих систем, и, как следствие, стремлением к максимальному удовлетворению потребностей заказчиков.
В результате эволюции MRP II-систем появились системы нового класса (Enterprise Resource Planning, планирование корпоративных ресурсов).
Похожие работы


... в тех разрезах, которые Вам необходимы, формируя набор показателей «на лету». Прозрачность и достоверность данных обеспечивается наличием всей необходимой информации в единой системе. «Управление производством» позволяет полностью контролировать процесс прохождения производственного заказа по всем этапам производственного цикла от расчета потребностей в материалах и производственных ресурсах до ...


... ) срывов поставок система MRPII использует дополнительный модуль для поддержания минимального страхового складского запаса для «проблемных» материалов (Safety stock). 5. Краткий обзор существующих систем класса MRPII/ERP На сегодняшний день рынок корпоративных информационных систем представлен в Беларуси различными программными продуктами, как западного так и отечественного происхождения, ...
... интеграцию всех основных процессов, реализуемых предприятием, таких как снабжение, запасы, производство, продажа и дистрибьюция, планирование, контроль за выполнением плана, затраты, финансы, основные средства и т.д. Стандарт MRP II делит сферы отдельных функций (процедур) на два уровня: необходимый и опциональный. Для того, чтобы программное обеспечение было отнесено к классу MRP II, оно ...
... (обеспечивая, тем самым, гибкость планирования по отношению к таким внешним факторам, как уровень спроса, текущее состояние дел у поставщиков комплектующих и др.). Автоматизированные системы управления предприятием В последние годы в компьютерном бизнесе России отмечается устойчивый интерес к компьютерным интегрированным системам, способным обеспечить эффективное управление предприятием. В ...
0 комментариев