ТЕОРЕТИЧЕСКИЕ АСПЕКТЫ УПРАВЛЕНИЯ ПЕРСОНАЛОМ
Сущность системы управления персоналом
Методы управления персоналом
Зарубежный опыт управления персоналом
ТКУП “УНИВЕРМАГ БЕЛАРУСЬ”: ХАРАКТЕРИСТИКА И
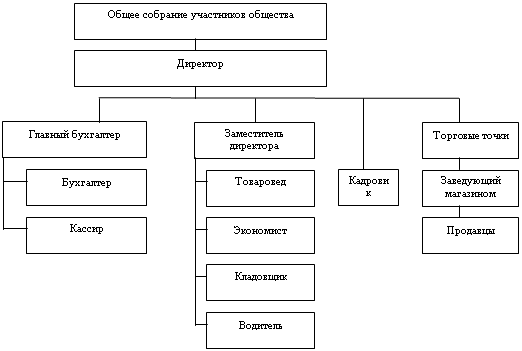
Структура управления предприятия
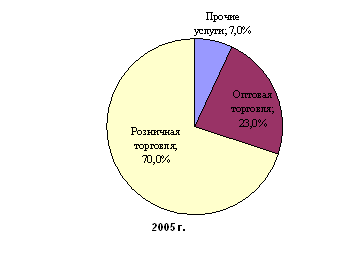
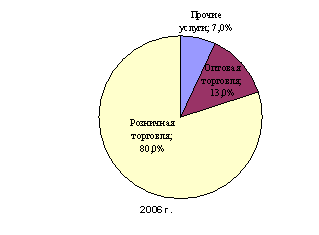
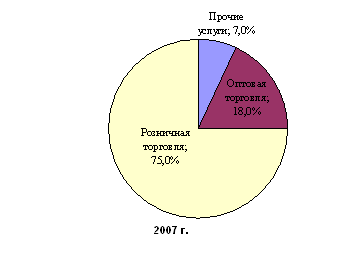
Основные показатели хозяйственной деятельности
Кадровый потенциал предприятия
Система стимулирования труда работников универмага
Месторасположение магазина
Мероприятия по совершенствованию работы с персоналом
Модуль сигнализации
Сокращение рабочего времени по болезни как
Навигация
Модуль сигнализации
Совершенствование управления персоналом (на примере торгового коммунального унитарного предприятия "Универмаг Беларусь")
168752
знака
22
таблицы
4
изображения
3.5 Модуль сигнализации
ТКУП “Универмаг Беларусь” является торговым предприятием и наличие постоянного освещения очень важно, поэтому необходимо устройство для контроля освещения. В данном дипломном проекте разработан сборочный чертеж модуля сигнализации, который является составной частью сигнализатора нарушения освещения. Этот прибор предназначен для контроля исправности освещения в местах общего пользования. Он подает звуковой сигнал при перегорании лампы накаливания, обрыве идущих к ней проводов, а также при отсутствии лампы в патроне.
Сигнализатор нарушения освещения состоит из следующих составных частей:
- входной усилитель;
- устройство умножения;
- модуль сигнализации;
- сетевой фильтр;
- источник питания;
- выходной усилитель.
Модуль сигнализации предназначен для управления всеми узлами устройства и вырабатывает сигналы, управляющие звуковой сигнализацией.
Сборочный чертеж печатной платы должен обладать полной информацией по сборке радиоэлементов на плате, формовке выводов элементов перед установкой их на плату, вариантам установки тех или иных элементов согласно действующим нормативным документам, покрытию платы лаком или компаундом после монтажа (если это необходимо), применяемым припоям и паяльным пастам и т.п. Также в технических требованиях на поле чертежа конструктор вправе отметить любые дополнительные требования, которые он считает нужными.
К сборочному чертежу печатной платы составлена спецификация. Обычно в разделе “Документация” указывают кроме сборочного чертежа еще и чертеж схемы электрической принципиальной с перечнем элементов. Но для данного устройства схема электрическая принципиальная разработана на все устройство в целом, а не на отдельные модули, по этому выше указанные документы занесены в раздел “Документация” в спецификации, составленной к сборочному чертежу всего устройства.
Модуль сигнализации собран на двусторонней печатной плате из фольгированного стеклотекстолита СФ-2-35-1,5 ГОСТ 10316-78, обладающего следующими достоинствами:
а) прочность сцепления фольги с основанием не менее 15 Н/![]() ;
;
б) удельное объемное сопротивление 5000ГОм·см;
в) тангенс угла диэлектрических потерь 0,03 [13].
Фольгированный стеклотекстолит представляет собой слоистый прессованный материал, изготовленный на основе ткани из стеклянного волокна, пропитанной эпоксидной смолой, и облицованный с двух сторон медной электролитической, оксидированной или гальванической фольгой.
В качестве материала фольги использована медь, так как она обладает хорошими проводящими свойствами.
Размеры печатной платы должны соответствовать ГОСТ 10317-79 [14].
Форма печатной платы, разработанного модуля сигнализации является прямоугольной с вырубкой, т.е. противоположные стороны прямоугольника имеют разные размеры. Стороны прямоугольной печатной платы должны быть параллельны линиям координатной сетки.
Для данной платы модуля сигнализации выбран шаг координатной сетки равный 1,25 мм.
Исходя из условий эксплуатации аппаратуры данной категории, необходимо произвести выбор элементной базы. Критерием при выборе ЭРЭ служит критерий миниатюризации устройства.
Размещение навесных элементов на плате следует согласовывать с конструктивными требованиями. Выбор варианта установки на плату производят в соответствии с заданными условиями эксплуатации и другими техническими требованиями.
Для одинаковых типоразмеров корпусов в изделии рекомендуется применять единый вариант установки и установочный размер.
Размещение навесных элементов должно быть рациональным с учетом электрических связей и теплового режима, с обеспечением минимальных значений длин электрических связей, количества переходов печатных проводников со слоя на слой, паразитных связей между их навесными элементами. Распределение масс навесных элементов по поверхности платы должно быть, по возможности, равномерным, с установкой элементов с наибольшей массой вблизи мест технического крепления платы. Установочные размеры и варианты установки навесных элементов выбираются в соответствии с действующими стандартами на установку навесных элементов. Установку отдельных элементов, на которые в ГОСТах нет вариантов установки, показывают на сборочном чертеже.
Технологический процесс монтажа навесных деталей и элементов заключается в установке их на печатную плату и пайке. В зависимости от масштаба производства детали на плату устанавливаются вручную или механизированным способом. Пайку монтажных соединений выполняют паяльником или групповыми методами, из которых чаще всего применяют пайку погружением в волну припоя.
Навесные детали устанавливаются на печатную плату после формовки выводов с “зиг-замком”. Подрезают выводы на требуемую длину после их загибания или после установки их на плату.
Для получения качественных соединений необходимо поверхности, подлежащие пайке, тщательно очищать от загрязнений и окислов.
При пайке применяют только бескислотные флюсы. После нанесения флюс должен подсохнуть в течение 1…2 минут, чтобы быстрое испарение спирта, входящего в его состав, не привело к образованию раковин и пузырей. Пайка припоем ПОС 40 осуществляется паяльником мощностью 50Вт; для пайки припоем ПОС 61 применяется паяльник мощностью 35Вт. При пайке следует прогревать вывод изделия в течение 3…5 секунд, не касаясь паяльником печатного проводника. Соблюдение такого режима обеспечивает многократную перепайку деталей (до 10 раз) без нарушения металлизации печатного проводника. Остатки флюса удаляются тампоном из бязи, смоченным в этиловом спирте.
Большое значение на надежность радиоэлектронной аппаратуры оказывает выбор припоя для электрического монтажа. Качество паяных соединений (прочность, герметичность, надежность и др.) зависят от правильного выбора припоя, флюса, способа нагрева и величины зазора. Припой должен хорошо растворять основной материал, обладать смачивающей способностью, быть дешевым и не дефицитным.
Из анализа характеристик припоев приведенных в справочных материалах видно, что наиболее подходящим для пайки ЭРЭ в нашем модуле является припой ПОС-61 ГОСТ 21931-76 (температура кристаллизации: начальная - 190; конечная - 183°С) [15].
Нагрев платы при пайке припоем ПОС-61 производят паяльником или погружением платы в расплавленный припой, но перед этим плата должна пройти операцию флюсования. Флюсы паяльные применяются для очистки поверхности паяемого металла, а так же для снижения поверхностного напряжения и улучшения растекания и смачиваемости жидкого припоя.
Групповые методы пайки обычно применяются при одностороннем расположении навесных деталей.
Технологический процесс пайки печатных плат с односторонним монтажом методом погружения и волной припоя состоит из следующих этапов: обезжиривание, наклейка маски, пайка, удаление маски и остатков флюса и контроль.
Обезжиривание выполняют погружением платы со стороны монтажа в растворитель, состоящий из смеси спирта с бензином. Затем плату обдувают воздухом до полного высыхания.
Участки и проводники плат, которые не подвергаются пайке, закрывают маской. Маски штампуют из бумажной ленты, гуммированной костным клеем. В маске пробивают отверстия против мест пайки и базовые. Маску приклеивают так, чтобы места пайки не выходили за пределы отверстий в маске.
После полной сборки плату покрывают лаком УР-231 бесцветным.
В заключении можно добавить, что при разработке данного модуля применялся автоматизированный метод конструирования.
Автоматизированный метод конструирования предусматривает кодирование исходных данных, размещение навесных элементов и трассировку печатных проводников с использованием ЭВМ.
На печатную плату автоматизированным способом могут быть установлены следующие элементы:
- микросхемы в корпусах типа 201.14, 238.16 и т.п.
- конденсаторы, кроме подстроечных.
- постоянные резисторы.
- дроссели типа Д1, ДМ.
- диоды типа Д106, Д220, КД410, КД518.
- транзисторы типа КТ315, КТ316, КТ3107, КТ502, КТ503.
Автоматизированный способ обеспечивает установку ЭРЭ без гарантированного зазора между корпусом и платой или же с зазором. Зазор в этом случае обеспечивается формовкой выводов. Формовка выводов согласно ГОСТ 29137-91 [16].
При этом методе обеспечивается производительность при конструировании и разработке конструкторской документации.
На печатной плате предусмотрены фиксирующие отверстия, предназначенные для крепления модуля сигнализации в корпусе сигнализатора.
Итак, в ходе дипломного проектирования представлен модуль сигнализации, который выполнен на двусторонней печатной плате из фольгированного стеклотекстолита СФ-2-35-1,5 комбинированным позитивным методом и выполнена спецификация, которая представлена в Приложении В.
Похожие работы
... самовозрастающая стоимость несет с собой коренные изменения всех функций, жизненных циклов, структурных сдвигов бывших государственных предприятий. 3 Приватизация государственной собственности в Республики Беларусь 3.1. Этапы проведения приватизация в Республике Беларусь После распада СССР Беларусь имела практически одинаковые со многими постсоциалистическими странами ...
Совершенствование финансово-экономической деятельности предприятия на примере ООО "МультиМедиаЦентр"
... выполненную работу и отработанное время – на 10,0% (в денежном выражении данные выплаты увеличились на 23,7 млн. руб.). 3. ОСНОВНЫЕ Направления СОВЕРШЕНСТВОВАНия финансово-ЭКОНОМИЧЕСКОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИя ООО «Мультимедиацентр» 3.1 Налоговая нагрузка: проблемы, пути решения Директор Института экономики Национальной академии наук Петр Никитенко считает, что совершенствование национальной ...
... . Именно они определяют общий объем бюджетного дефицита и, следовательно, объем займов, необходимых для его финансирования, основные направления и цели воздействия на денежное обращение, кредит, производство, занятость и целесообразность осуществления общегосударственных программ по поддержке малого бизнеса отдельных районов страны. Хроническая дефицитность государственного и местных бюджетов и ...
0 комментариев