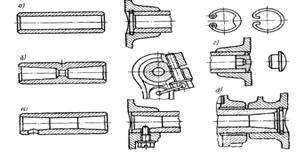
Описание устройств, способов соединения деталей, принципа действия, регулировки и смазки
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Расчет трудоемкости сборки узла
Расчет количества оборудования и оснастки
Расчет численности промышленно – производственного персонала
Расчет численности вспомогательных рабочих
Расчет численности руководящего состава и специалистов
Величина сменного задания
ОРГАНИЗАЦИЯ СБОРОЧНОГО ПРОЦЕССА И МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ СБОРКИ
Навигация
ОРГАНИЗАЦИЯ СБОРОЧНОГО ПРОЦЕССА И МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ СБОРКИ
Технологический процесс сборки промежуточного вала автомобиля КамАЗ
31799
знаков
8
таблиц
0
изображений
5 ОРГАНИЗАЦИЯ СБОРОЧНОГО ПРОЦЕССА И МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ СБОРКИ
Организационная форма сборки изделий зависит от: типа и уровня автоматизации производства, программы и номенклатуры выпускаемых изделий, конструкции, размеров и массы собираемых изделий и их составных элементов, применяемого технологического оборудования, длительности процессов сборки и наладок технологического оборудования и других факторов.
Тип производства определяется: номенклатурой, регулярностью, стабильностью, объемом выпуска изделий.
Тип производства характеризуется коэффициентом закрепления операций К30 , 0/Р ,
где 0 – число всех различных технологических операций,
выполненных или подлежащих выполнению в течение месяца;
Р – число рабочих мест, на которых выполняются данные операции.
К30 = 8/8 = 1
Так как 1 = К30 <10 , то принимаем массовое производство, которое характеризуется большим объемом выпуска собираемых изделий (220000), непрерывно выпускаемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна технологическая операция.
При массовом производстве для сборки вала промежуточного применяем подвижную поточную сборку с расчленением процесса на операции и переходы. За каждым рабочим местом закреплен определенный объем работ. Число рабочих мест на конвейере сборки равно числу операций. Темп строго регламентирован. Собранное изделие сходит с конвейера по истечении промежутка времени, равного темпу.
Точность сборки – это степень совпадения материальных осей, контактирующих поверхностей или иных элементов сопрягающих деталей с положением их условных прототипов, определяемым соответствующими размерами на чертеже или техническими требованиями.
Точность узла зависит от точности замыкающего звена размерной цепи, которая может обеспечиваться методами полной, не полной или групповой взаимозаменяемости, пригонкой или регулировкой.
Вал промежуточный КПП – несложный по конструкции, имеются силовые элементы, качество которых не зависит от сборки узла, все сборочные элементы несложные по конструкции, но имеют большие размеры, а соответственно и большой запас прочности, при сборке, ремонте или замене не требуют дополнительной обработки резанием и других изменений в конструкции, не нуждаются в регулировке.
Поэтому при массовом производстве применяем метод полной взаимозаменяемости.
Сущность метода в том, что требуемую точность замыкающего звена размерной цепи достигают каждый раз, когда в размерную цепь включают или заменяют в ней звенья без их выбора, подбора или изменения их величин.
Использование этого метода экономично в условиях достижения высокой точности при малом числе звеньев размерной цепи и при достаточно большом числе изделий, подлежащих сборке.
6 ВЫБОР ОБОРУДОВАНИЯ И ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
К средствам технологического оснащения сборки относят совокупность орудий производства, необходимых для осуществления технологического процесса сборки, включая сборочное, транспортно-загрузочное, вспомогательное и подъемно-транспортное технологическое оборудование, а также технологическую оснастку (приспособления, инструмент).
Сборка промежуточного вала – осуществляется на напольном конвейере шагового типа с цепным приводом, пластинчатого исполнения с приспособлениями – спутниками, имеющими механические зажимы для предотвращения перемещения собираемого узла при транспортировке с позиции на позицию и при сборочных работах. Перед конвейером установлен специальный накопитель для валов.
Для снятия собранного промежуточного вала с конвейера применяют электротельфер грузоподъемностью до 1 тонны, со специальными захватами.
Для запрессовывания цилиндрических шестерен на вал используют специальные гидравлические прессы мощностью до 4 тонн модели 377 и 377М, которые дают более плавную без перекосов и задиров напрессовку шестерен. Нагрев шестерен перед запрессовкой осуществляют в ванне с горячим моторным маслом, ванна выполнена из нержавеющей стали и оборудована электронагревателями для подогрева масла.
Шпонки на вал запрессовываются молотком с медными наконечниками во избежание получения задиров и вмятин. Для напрессовки роликового подшипника используют специальную оправку, которая направляет подшипник на посадочную поверхность вала и смягчает удары молотка при напрессовке подшипника.
7. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
7.1 Технические и организационные мероприятия по обеспечению безопасности работы
При поступлении на работу, требующую специальных знаний, работник должен иметь диплом или иной документ о полученном образовании или профессиональной подготовке.
Рабочие моложе 18 лет не допускаются на тяжелые работы, работы с вредными или опасными условиями труда.
Все поступающие на работу должны пройти вводный инструктаж и первичный инструктаж на рабочем месте.
Выполнять следует только ту работу, которая поручена мастером, способом, указанным в технологических картах, нарядах-допусках, инструкциях.
Перед выполнением работ необходимо проверить спец. одежду и инструмент: ручки у молотков должны быть без трещин, бойки не сбитые, оправки не погнутые, электрический инструмент должен быть изолирован, заземлен, стенды испытательные ограждены экранами, перед работой с пневмаинструментом необходимо проверить надежность крепления пневматических шлангов к штуцерам, проверить нет ли разрывов и вздутий шлангов.
7.2 Производственная санитария
Соблюдение санитарных норм на предприятиях автомобильного транспорта улучшает условия труда рабочих, предупреждает профессиональные заболевания и отравления на производстве. На работах с вредными условиями труда, а также на работах, связанных с загрязнениями, рабочим и служащим выдаются бесплатно по установленным нормам спец. одежда, обувь и другие средства индивидуальной защиты.
7.3 Противопожарная защита и экология
Опасным фактором является также возникновение пожара на территории предприятия, возгорание электрических механизмов агрегатов, автомобилей, горение токсичных продуктов. Для предотвращения таких случаев необходимо правильно расставить оборудование, тары с деталями и готовыми узлами. Освободить проходы и проезды, установить пожарные щиты с инвентарем для тушения, ящики с песком.
Для тушения пожара необходимо установить дренчерные и спринклерные системы пожаротушения. В цехах необходимо организовать добровольную пожарную дружин, разработать план эвакуации людей и материальных ценностей.
Лица, виновные в нарушении правил техники безопасности, привлекаются к ответственности согласно правилам внутреннего трудового распорядка.
СПИСОК ЛИТЕРАТУРЫ
1. Ф.В. Гурин, М.Ф. Гурин. Технология автомобилестроения, - М.: 1986.
2. М.Е. Егоров и др. Технология машиностроения, - М.: Высшая школа, 1976.
3. В.К. Замятин. Технология и оснащение производства машиностроения, - М.: Машиностроение, 1995.
4. А.Ф. Козьякова, Л.П. Морозова. Охрана труда в машиностроении, – М.: Машиностроение, 1990.
5. Е.В. Михайловский, Е.А. Тур. Устройство автомобиля, - М.: Машиностроение, 1985.
Похожие работы


... ) и соединить со штуцером датчика, - присоединить шланг подвода топлива (дренажную) от топливного фильтра, - присоединить гибкий металлический шланг подвода воздуха от воздушного фильтра к двигателю, - установить технологические заглушки в отверстие подвода воды и масла к компрессору и насосу гидроусилителя руля, включить подачу воды, масла и топлива к двигателю. (кран-балка, подвеска, ...
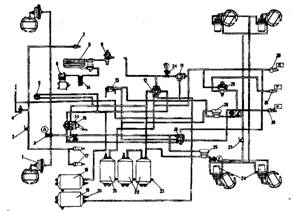
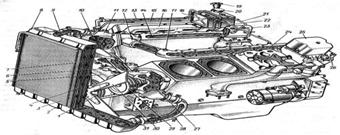
... звукового сигнала (зуммера). б) клапанов контрольных выводов, с помощью которых производится диагностика технического состояния пневматического тормозного привода, а также (при необходимости) отбор сжатого воздуха. На рисунке 1 представлена схема пневматического привода тормозных механизмов автомобилей КамАЗ. Источником сжатого воздуха в приводе является компрессор 9. Компрессор, регулятор ...
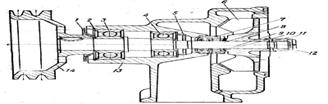
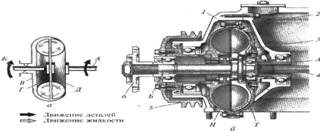
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...

... прибыль после 2 квартала функционирования 3638755 руб., с перспективами роста. 3.2 Виды товаров и услуг 3.2.1 Виды товаров и услуг предоставляемые на СТО СТО автомобилей предоставляет следующие виды услуг: - техническое обслуживание (ТО) автомобилей; - ремонт двигателя; - ремонт ходовой части; - ремонт кузова; - ремонт электрооборудования; - все виды регулировок; - малярные работы; ...
0 комментариев