Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Производительность АС
Контроль и диагностика в условиях автоматизированного производства
Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений
Пьезоэлектрические датчики
Навигация
Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Автоматизированное производство
67661
знак
0
таблиц
10
изображений
3. Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Автоматическая линия — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, где необходима полная временная синхронизация операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания. Целесообразная концентрация операций и переходов, не снижая практически производительность, может быть осуществлена путем агрегатирования, применением многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий инструмент, лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт выпуска АЛ (мин) по формуле
![]()
где Ф - действительный фонд работы оборудования, ч; N—программа выпуска, шт.
Для обеспечения высокой надежности АЛ разделяют на участки, которые связаны друг с другом через накопители, осуществляющие так называемую гибкую связь между участками, обеспечивая независимую работу смежных участков в случае отказа на одном из них. Внутри участка сохраняется жесткая связь. Для оборудования с жесткой связью важно планировать время и длительность плановых остановок.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и в первую очередь их системами ЧПУ, которые обеспечивают:
1)сокращение времени наладки и переналадки оборудования; 2)увеличение сложности циклов обработки; 3) возможность реализации ходов цикла со сложной криволинейной траекторией; 4) возможность унификации систем управления (СУ) станков с СУ другого оборудования; 5) возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС.
Основные требования к технологии и организации механической обработки в переналаживаемых АПС на примере изготовления основных типовых деталей
Для разработки технологии в АПС характерен комплексный подход — детальная проработка не только основных, но и вспомогательных операций и переходов, включая транспортировку изделий, их контроль, складирование, испытания, упаковку.
Для стабилизации и повышения надежности обработки применяют два основных метода построения ТП:
1)использование оборудования, обеспечивающего надежную обработку почти без участия оператора;
2)регулирование параметров ТП на основе контроля изделий в ходе самого процесса.
Для повышения гибкости и эффективности в АПС используют принцип групповой технологии.
4. Особенности разработки ТП автоматизированной и роботизированной сборки
Автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений, т. е. приведение их к определенной номенклатуре видов и точностей.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными устройствами.
Роботизированная сборка должна выполняться по принципу полной взаимозаменяемости или (реже) по принципу групповой взаимозаменяемости. Исключается возможность подгонки, регулировки.
Выполнение операций сборки должно проходить от простого к сложному. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную. Состав РТК — это сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, быстродействие. Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР). С этой целью возможно построение циклограммы как отдельных роботизированных рабочих мест и ПР, так и всего РТК в целом.
Обучаемые роботы — это роботы, которые могут приспосабливаться к различным случайным факторам, сопровождающим запрограммированную работу. Эта приспособляемость выражается в корректировке своей же программы на основе полученного «опыта» — результатов анализа и классификации возникающих отклонений и методов их устранения.
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...
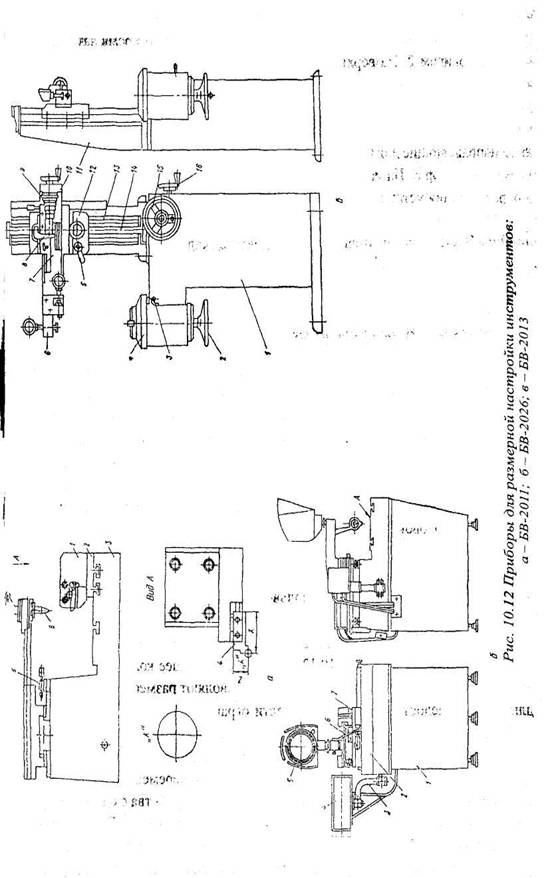
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
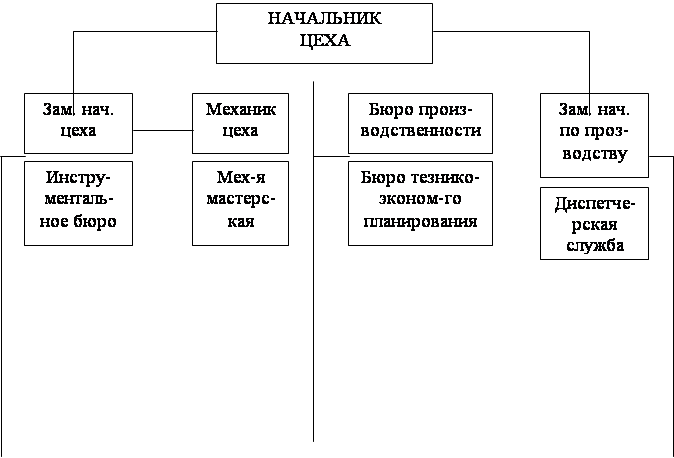
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев