Навигация
Конструкция агрегата и технологический процесс
91177
знаков
2
таблицы
4
изображения
2. Конструкция агрегата и технологический процесс
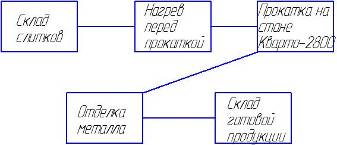
Методическая печь — это агрегат непрерывного действия для нагрева металла перед его прокаткой или ковкой. В данном проекте рассматривается методическая печь стана 3000 комбината имени Ильича.
Нагрев слябов производится в нагревательных семизонных печах с шагающими балками, с двухсторонним нагревом, с торцевым посадом и выдачей.
Печь имеет 7 технологических зон, в том числе, первая зона объединяет верхние и нижние горелки у торца загрузки перед дымоходом. Далее по ходу металла расположены 3 зоны сверху (3,5,7) и 3 зоны снизу (2,4,6).
Печь по длине имеет 4 участка. Первый со стороны загрузки – методическая зона имеет одну зону подачи топлива. Далее по ходу металла участок форсированного нагрева слябов имеет две зоны подачи топлива – верхняя (зона 3) и нижняя (зона 2). Третий участок нагрева слябов до конечной температуры поверхности имеет верхнюю (зона 5) и нижнюю (зона 4) – зоны подачи топлива. Последняя, четвертая, ближе к стороне выдачи – томильный участок, имеет верхнюю (зону 7) и нижнюю (зону 6) подачи топлива.
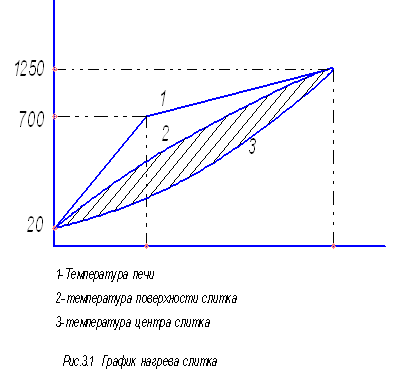
Рассмотрим назначение зон. Методическая зона (первая по ходу металла) – характеризуется изменяющейся по длине температурой. В этой зоне металл постепенно подогревается до поступления в зону высоких температур (сварочную) во избежание возникновения чрезмерных термических напряжений. Тут осуществляется медленный нагрев металла в интервале температур от 0 до 500ºC, что особенно важно для высококачественных легированных сталей. Вместе с тем методическая зона представляет собой противоточный теплообменник. Находящиеся в состоянии теплообмена дымовые газы и металл движутся навстречу друг другу. Металл нагревается дымовыми газами, т.е. утилизирует тепло дымовых газов, отходящих из зон высоких температур. Общее падение температуры дымовых газов в методической зоне весьма значительно. Обычно в зоне высоких температур методических печей температура газов держится на уровне 1300-1400ºC, в конце же методической зоны она находится в пределах 850-1100ºC. Методическая зона значительно увеличивает коэффициент использования топлива, который достигает 40-45%.
Следующие по ходу металла – сварочные зоны или зоны высоких температур. В этих зонах осуществляется быстрый нагрев поверхности заготовки до конечной температуры. Для интенсивного нагрева поверхности металла в сварочных зонах необходимо обеспечивать температуру на 150-250ºC выше, чем температура металла на выход из печи.
Томильная зона (зона выдержки) – последняя по ходу металла. Она служит для выравнивания температур по сечению металла. В сварочных зонах до высоких температур нагревается только поверхность металла. В результате создается большой перепад температур по сечению металла, недопустимый по технологическим требованиям. Температуру в томильной зоне поддерживают всего на 30-50ºC выше необходимой температуры нагрева металла. Поэтому температура поверхности металла в томильной зоне не меняется, а происходит только выравнивание температур по толщине заготовки.
Транспортирование слябов в печи осуществляется шагающим подом. Дымоудаление производится через свод между первой и третьей зонами дымососом.
Режим работы – непрерывный. Заготовки к печам подаются загрузочным рольгангом и фиксируются в определенном положении перед печью, а затем сталкивателем сдвигаются на неподвижные балки печи. Нагретые слябы выдаются с помощью машины безударной выдачи с нижним приводом.
Данная печь обеспечивает нагрев металла до температуры 1050-1120ºC для сталей типа 06-14 Г2САФБ, 1150-1250ºC для конструкционных сталей типа сталь 15-40.
Путем изменения расходов топлива и воздуха на группу горелочных устройств обеспечивается возможность управления мощностью и режимом сжигания топлива в каждой отапливаемой зоне печи. Отопление печей осуществляется природным газом с помощью двухпроводных горелок типа ДВБ с принудительной подачей газа и воздуха.
Давление газа перед печью составляет 10 кПа, перед горелками – 3 кПа. Давление воздуха соответственно 4 и 2 кПа.
Максимальный расход газа на печь – 17000 м3/час. Максимальный расход воздуха для сжигания топлива – 190000 м3/час.
Воздух в печь подается при помощи вентиляторов холодного дутья через металлический рекуператор, где он подогревается до 350-400ºС.
Продукты сгорания удаляются из рабочего пространства через расположенный над печью котел-утилизатор со встроенным в него рекуператором, и далее через дымососы на дымовую трубу.
Участок печей должен обеспечить нагрев металла (слябов) перед прокаткой от исходного холодного состояния до температур, обусловленных технологическими требованиями процесса прокатки, и поштучную выдачу слябов на стан в моменты времени, определяемые темпом работы прокатного оборудования. В методической печи нагреваются слябы из различных сталей и разных размеров. Размеры слябов приведены в таблицах 2.1 и 2.2.
На нагрев слябы поступают холодными. Температура нагрева слябов перед выдачей из печи составляет 1050-1100ºС.
Перепад температур по сечению нагретого металла 20ºС.
Тепловой режим печей регулируется в соответствии с темпом прокатки и обеспечивает равномерный прогрев металла без оплавления окалины.
Давление в печном пространстве весь период нагрева металла поддерживается положительным в пределах 4-5 Па.
Таблица 2.1 – Размеры непрерывно-литых слябов
| Измерение | Линейный размер, мм | Предельные отклонения размера, мм |
| Толщина | 200-315 | 2.5 |
| Ширина | 1250-1900 | -5...+10 |
| Длина | 2500-2800 | 0...+20 |
Таблица 2.2 – Размеры катаных слябов
| Измерение | Линейный размер, мм | Предельные отклонения размера, мм |
| Толщина | 100-145 150-240 | 4 5 |
| Ширина | 1100-1550 | 10 |
| Длина | 2500-2800 | 50...-30 |
Похожие работы
... тепловой нагрузки. Для перехода на дистанционное управление служит блок 14 (БРУ-У), соединенный через пускатель 75 (ПРБ-74) с двигателем 16 (МЭО 25/100), перемещающим P.O. III. Теплота сгорания топлива контролируется датчиком 17 (КГ-7093.01), корректирующий импульс формируется во вторичном приборе 18 (КГ-7093.02). Коррекция задания при изменении тепловой нагрузки осуществляется с помощью блока ...
... – расходомер; 5 – датчик температуры печи. 4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800 На листовых станах горячей прокатки в функции управляющей электронной вычислительной машины входят посадка и выдача слябов из нагревательных печей, регулирование теплового режима нагревательных печей, дистанционная перестройка черновых и чистовых клетей стана, ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
... площади пода печей определяют не через время нагрева, а используя величину напряжённости активного пода На. В этом случае Fа = Р/На, а длина печи La = Fa/B, где В – ширина печи. 4 Печи для термической обработки сортового проката. 4.1 Режимы термической обработки. Наиболее распространённым видом термической обработки сортового проката является отжиг с целью проведения полной фазовой ...
0 комментариев