Навигация
Автоматизация методической печи
91177
знаков
2
таблицы
4
изображения
Реферат
Пояснительная записка объемом 57 страниц, 1 приложение, 3 иллюстрации, 2 таблицы.
В первой части пояснительной записки рассматриваются вопросы автоматизации методических печей. Описывается состояние автоматизации методических печей на данный момент времени. Создание АСУТП невозможно без тщательного изучения технологического процесса, поэтому вначале пояснительной записки рассматриваются технологические процессы работы методической печи.
На основании рассмотрения автоматизируемых параметров, рассматриваются задачи автоматизации и проектируется система АСУТП. В процессе проектирования разрабатывается структурная схема автоматизации, выбираются технические средства для контроля и регулирования параметров методической печи, разрабатывается функциональная схема автоматизации и принципиально-электрические схемы подключения приборов одного контура контроля и регулирования.
Во второй части пояснительной записки рассмотрена математическая модель процесса нагрева различных марок стали, реализуемая на ЭВМ, которая может быть использована в качестве информационной части в АСУ методических печей для оптимизации технологического процесса.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ЛИТЕРАТУРНЫЙ ОБЗОР
2. Конструкция агрегата и технологический процесс
3. методическая печь как объект автоматизации
4. общие задачи автоматизации
5. постановка задач автоматизации
6. разработка и описание структурной схемы автоматизации
7. РАЗРАБОТКА И ОПИСАНИЕ ФУНКЦИОНАЛЬНОЙ СХЕМЫ АВТОМАТИЗАЦИИ
8. РАЗРАБОТКА И ОПИСАНИЕ ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ КОНТУРА КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
9. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ НАГРЕВА МЕТАЛЛА В МЕТОДИЧЕСКОЙ ПЕЧИ
10. Инструкция по пользованию программой
ВЫВОДЫ
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Приложение А
Введение
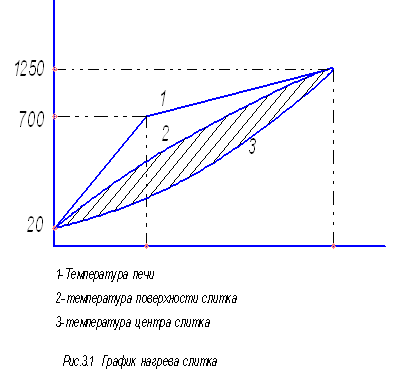
Нагрев металла является важнейшей технологической операцией, в значительной мере определяющей экономические показатели производственного процесса в целом. Технология прокатки предъявляет жесткие требования к качеству нагрева. Распределение температур по сечению заготовки, обеспечивающее необходимую пластичность металла, должно быть достигнуто за определенное время без чрезмерного перегрева поверхности металла. Нагревательные устройства должны обеспечить кондиционный нагрев металла в условиях переменного ритма работы стана и при минимальном расходовании топлива. Качество нагрева определяется избранным графиком нагрева металла, т. е. скоростью и продолжительностью нагрева в каждой из зон печи. Каждому графику нагрева соответствуют конечная температура поверхности металла, неравномерность температур по сечению заготовки и величина угара металла. В современных методических печах кривая, характеризующая распределение температур по длине печи, круто поднимается на участке, соответствующем загрузочному концу печи, и становится пологой на участке, соответствующем высокотемпературной зоне ее.
Соблюдение такого графика обеспечивается высокой температурой отходящих газов. Применение его особенно целесообразно при нагреве толстых заготовок, так как теплопроводность металла уменьшается с повышением его температуры. С повышением температуры в сварочной зоне трехзонных печей необходимое время выдержки в томильной зоне часто удлиняется в большей степени, чем сокращается время нагрева в методической и сварочной зонах. Поэтому оптимальное значение температуры сварочной зоны, соответствующее нагреву металла до заданных кондиций, соответствует в первую очередь, заданной неравномерности температур по сечению заготовки.
1. ЛИТЕРАТУРНЫЙ ОБЗОР
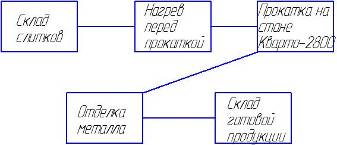
В прокатных цехах заканчивается цикл металлургического производства. Процесс получения готового прокатного изделия обычно разбивается на несколько этапов: вначале слиток прокатывают на крупных обжимных и заготовительных станах до заготовки, которую затем для получения готового профиля передают на сортовые, листопрокатные или специальные (колесопрокатные, трубопрокатные и др.) станы.
Качество продукции и производительность прокатных станов во многом определяются работой нагревательных печей, причем в большинстве случаев ошибки, возникающие при нагреве металла, уже не могут быть исправлены. Проявляясь на последующих переделах, эти ошибки приводят к снижению выхода годной продукции.
Нагревательные печи прокатного производства предназначены для нагрева слитков перед прокаткой на обжимных станах и заготовок (слябов и блюмов) – перед листовыми и сортовыми станами.
Являясь начальным звеном технологической линии прокатного производства, нагревательные печи в своей работе тесно связаны с ритмом работы прокатного оборудования, и наряду с этим сохраняют особенности, присущие всем теплотехническим агрегатам. Основное время печи работают в переходных режимах, вызванных изменением сортамента, марки нагреваемых заготовок и темпа их выдачи. В прокатном производстве для нагрева металла перед прокаткой используются в основном три вида нагревательных печей: нагревательные колодцы, методические и секционные.
Современные нагревательные печи представляют собой высокомеханизированные агрегаты, удовлетворяющие технологическим и экологическим требованиям, однако жизнь выдвигает новые задачи развития печной техники.
Требования к работе нагревательных печей включают в себя:
- обеспечение заданной производительности;
- обеспечение качества нагрева, удовлетворяющего технологов по структуре и по механическим свойствам металла, по степени окалинообразования и обезуглероживания;
- эффективное использование топлива, характеристикой которого служит удельный расход энергии на единицу продукции в кг условного топлива на 1 тонну продукции;
- соответствие экологическим нормам по предельно допустимому выбросу в атмосферу пыли и вредных газов: СО, СО2, NOx, SO2, C20H12 и других углеводородов;
- механизация труда при эксплуатации и ремонте печи и автоматизация её теплового режима.
Интегральным экономическим показателем технологии нагрева и конструкции печи является себестоимость нагрева и срок окупаемости капиталовложений в строительство или реконструкцию печи при гарантированном качестве продукции и соответствии экологическим нормам.
В настоящее время производительность печи является варьируемым фактором. Одну и ту же производительность можно обеспечить при работе одной или нескольких печей. Существует понятие оптимальной производительности печи, соответствующей минимуму расхода энергии на нагрев металла, либо минимуму себестоимости нагрева.
На передний план выдвигается требование эффективного использования топлива и других ресурсов, т.е. проблема энерго- и ресурсосбережения. В связи с этим меняется актуальность научных проблем. Например, утратила своё значение задача интенсификации теплообмена в печах, как средство повышения скорости нагрева, а, значит, и производительности нагревательных печей. Скоростной нагрев и высокая производительность сегодня не являются самоцелью, поскольку промышленной практике нужны не рекорды, а экономическая целесообразность.
Из анализа теплового баланса печи, записанного в форме, предложенной И.Д.Семикиным, следует вывод о том, что возможны три направления энергосбережения:
- уменьшение теплового дефицита металла Δi, т.е. количества теплоты, которое должен поглотить 1 кг металла в печи, чтобы нагреться от начальной до конечной температуры;
- уменьшение потерь теплоты из рабочего пространства печи через футеровку и окна в окружающую среду, а также на разогрев футеровки до рабочей температуры;
- повышение коэффициента использования теплоты топлива (КИТ), т.е. доли теплоты сгорания топлива, которую удается использовать в пределах рабочего пространства печи. Расход топлива на печь обратно пропорционален величине КИТ.
Рассмотрим конкретные способы реализации каждого из трёх направлений энергосбережения в современных печах металлургии и машиностроения.
1 способ. Уменьшение Δi достигается на практике путем повышения начальной температуры металла при посаде его в печь. Так называемый "горячий посад" возможен при сохранении в металле теплоты, полученной им в предыдущем переделе, в том числе теплоты кристаллизации слитков. Применяемая на комбинате "Запорожсталь" технология посада в нагревательные колодцы слитков с незатвердевшей сердцевиной обеспечивает, по свидетельству комбината, сокращение удельного расхода топлива на 40%, с 51,7 до 30,7 кг условного топлива на тонну слитков. Подобные результаты получены на комбинате "Криворожсталь". Согласно расчетам, в момент посада слитков в колодцы примерно 30% их объема занимает жидкая сердцевина.
Необходимо как можно меньше охлаждать заготовки, полученные на МНЛЗ, перед посадом в нагревательные печи для последующей прокатки. Примером осуществления такой энергосберегающей технологии являются литейно-прокатные модули.
В ряде случаев удаётся вообще исключить промежуточный нагрев металла между двумя последовательными прокатными станами, т.е. довести тепловой дефицит до нуля благодаря уменьшению потерь теплоты раскатами при транспортировке от одного стана к другому. На комбинатах "Запорожсталь" и им. Ильича внедрена технология "транзитной" прокатки слябов на непрерывных листовых станах, при которой 95% слябов прокатываются без промежуточного нагрева в методических печах. В данном случае удельный расход условного топлива в методических печах сокращен с 85 до 15 кг/т.
Уменьшить Δi можно также путем снижения температуры нагрева металла в печи. Однако надо учитывать, что это повлечет за собой не только уменьшение расхода топлива, угара и обезуглероживания металла, но и увеличит расход электроэнергии на прокатку и, вероятно, сократит срок службы прокатных валков. Таким образом, выбор температуры нагрева заготовок представляет собой задачу оптимизации по минимуму всех затрат на процессы нагрева и прокатки.
2 способ. Потери теплоты из рабочего пространства имеют место в любых печах, но они особенно существенны в нагревательных и термических печах циклического действия, когда в цикл термообработки входит охлаждение печи до низкой температуры или когда такое охлаждение обусловлено длительными промежутками между циклами нагрева садки. Футеровка таких печей, выполненная из шамотного кирпича, поглощает примерно в 3 раза больше теплоты, чем садка металла. Уменьшение количества теплоты на разогрев футеровки достигается путем замены шамотных огнеупоров муллитокремнеземистыми волокнистыми плитами, производство которых налажено на Украине и в России.
В проходных печах с шагающими балками благодаря применению волокнистых материалов для тепловой изоляции стен и водоохлаждаемых балок в сочетании с бетонной оболочкой потери теплоты из рабочего пространства сокращают до 3-5% от тепловой мощности печи.
3 способ. Для повышения КИТ применяют следующие мероприятия:
- снижение температуры уходящих газов в методических и кольцевых печах путем теплообмена с металлом в неотапливаемой зоне;
- уменьшение объема продуктов сгорания на единицу топлива с помощью обогащения воздуха кислородом, путем повышения теплоты сгорания топлива, а также путем полного сжигания топлива при минимальном избытке воздуха;
- уплотнение рабочего пространства и регулирование давления газов в печи с целью устранения подсосов атмосферного воздуха.
Однако наиболее эффективным средством повышения КИТ и экономии топлива является утилизация теплоты уходящих из печи газов, в частности, путем нагрева воздуха и газообразного топлива в рекуператорах или регенераторах.
В рекуператорах доля теплоты, передаваемой воздуху по отношению к теплоте уходящих дымовых газов, составляет 30-40%. Остальная часть теплоты выносится в атмосферу.
На печах большой мощности устанавливают энергетические котлы-утилизаторы. Однако присущая нагревательным печам работа с переменной производительностью создает ненормальные условия для эксплуатации дорогостоящих котлов-утилизаторов.
Причины низкой эффективности существующих рекуператоров таковы:
- температура дымовых газов перед металлическим рекуператором не может быть выше 900-1000°С по условиям его долговечности;
- фактически температура дыма на входе в рекуператор значительно ниже в результате подсоса холодного воздуха в дымовой канал за печью, поэтому температура подогрева воздуха (либо газа) не превышает 300-400°С;
- керамические рекуператоры способны подогреть воздух до более высокой температуры, однако они громоздки и негерметичны. Утечки воздуха через неплотности достигают 50%, в результате чего снижается тепловая мощность печи и нарушается регулирование горения.
Перспективным направлением развития конструкций нагревательных печей в XXI веке является применение для утилизации теплоты печных газов малогабаритных, в частности, шариковых регенераторов. Регенеративные печи нового типа получают распространение в мире по мере накопления опыта их эксплуатации. Насадка малогабаритных регенераторов, применяемых в промышленных нагревательных печах, состоит из корундовых окатышей диаметром 20-25 мм, содержащих 98% Al2O3. Поверхность нагрева 1 м3 такой насадки в 10-15 раз больше, чем кирпичной насадки типа Сименс. Поэтому шариковый регенератор имеет небольшие габариты и может устанавливаться в стенах печи или в так называемой регенеративной горелке. Чтобы возвратить в печь с нагретым воздухом и, при необходимости, с газом как можно больше теплоты, уносимой дымом, насадка регенератора не должна прогреться по всей высоте, поэтому через 1-3 минуты делают перекидку клапанов – дымовоздушных и газовых, при этом температура дыма на выходе из регенератора не превышает 150-200°С.
Шариковые регенераторы возвращают в печь 85-90% теплоты уходящих из печи газов. Температура подогрева воздуха примерно на 100°С ниже температуры дыма на выходе из печи. Расход топлива на печь сокращается в 1,5-2,0 раза. Наибольший эффект относится к печам, не имевшим рекуператоров. Перевод действующих печей на регенеративное отопление требует установки дымососа для преодоления аэродинамического сопротивления шариковой насадки.
В 2003 году на Украине введена в эксплуатацию первая нагревательная печь с шариковыми регенераторами. На комбинате "Криворожсталь" реконструирован типовой рекуперативный нагревательный колодец с отоплением из центра подины, в результате чего трубчатые керамические рекуператоры заменены шариковыми регенераторами для подогрева воздуха. Корундовые шарики изготавливаются Белокаменским огнеупорным заводом (Украина). Реконструкция выполнена с минимальным изменением существующей кладки колодца.
Для переключения регенераторов с дыма на воздух и с воздуха на дым через каждые 3 минуты служит один перекидной клапан.
Новизна конструкции состоит в том, что имеется по-прежнему одна постоянно включенная горелка в центре подины вследствие чего отсутствует перекидной газовый клапан, характерный для регенеративных печей.
Методические печи используются для нагрева металла перед прокаткой на листовых и сортовых станах. Методические печи относятся к печам непрерывного действия. Металл в своем движении последовательно проходит зоны печи: методическую (не отапливаемая зона предварительного нагрева); сварочную, в которой осуществляется быстрый нагрев металла; и томильную, где происходит выравнивание температур по сечению заготовки.
Достоинствами методических нагревательных печей являются непрерывный характер работы и относительно стабильный благодаря этому тепловой режим. Непрерывный характер работы методических печей облегчает автоматическое регулирование теплового режима.
В условиях нагрева заготовок с переменными геометрическими и теплотехническими параметрами, а также при переменном темпе выдачи заготовок из печей получение требуемого качества нагрева заготовок возможно лишь при автоматическом управлении работой участка нагревательных печей. Печи различаются по конструкции, но, тем не менее, у всех печей есть много общего в схемах автоматического контроля и регулирования.
Автоматически контролируются следующие параметры: температура (рабочего пространства в одной или нескольких точках; продуктов сгорания перед и после рекуператора и перед дымососом; подогретых воздуха и газа; первой секции металлических рекуператоров); расход (топлива на печь и по зонам отопления; воздуха; охлаждающей воды, если имеются водо-охлаждаемые детали); давление (в рабочем пространстве печи; газа и воздуха); разрежение в одной или нескольких точках дымового тракта.
Автоматически регулируются: температура в зонах рабочего пространства; давление в рабочем пространстве; качество сжигания топлива.
Для оповещения персонала о нарушениях в работе и автоматического отключения печи при возникновении аварийных ситуаций предусматривается система звуковой и световой сигнализации и отключения газа и воздуха на печь. Отсечка подачи газа и воздуха к горелкам осуществляется при падении давления одного из компонентов горелки и отключении питания приборов КИПиА.
Наиболее сложным вопросом управления нагревательными печами является определения законченности процесса нагрева заготовки. Если определить температуру поверхности еще возможно, то задача определения нагрева центра заготовки является сложной и неразрешимой в промышленном масштабе. Сейчас наиболее эффективно использовать математическую модель нагрева слитка по данным которой управлять процессом нагрева. Для оценки адекватности модели необходимо проводить эксперименты на заготовках и периодически адаптировать ее под текущие производственные условия.
Тепловые процессы, протекающие в нагревательных печах, крайне многообразны. Процессы горения, движения газов, теплообмена, протекающие при высоких температурах сложны и неразрывны. Поэтому исследование теплообмена и его математическое описание представляет собой крайне трудную задачу, решение которой имеет важное теоретическое и практическое значение. Для выработки надежного режима работы необходимы многочисленные экспериментальные исследования на действующих печах. Однако экспериментальное изучение теплообмена в высокотемпературных печах весьма затруднено. Такие эксперименты как измерение тепловых потоков в различных точках по длине и ширине печи, температуры факела и кладки, продвижение через печи сляба с размещенными в нем термопарами и ряд других могут выполняться лишь единично из-за сложности их, что не может обеспечить изучения многочисленных вариантов изменения режимных параметров печей. В таких условиях незаменимым становится математическое моделирование, требующее выполнения двух непременных условий: наличия возможности более точной математической модели процесса в обязательной строгой адаптации модели на действующем агрегате. Адаптация математической модели также требует сложных экспериментов на печах, однако, не столь многочисленных, как при эмпирическом исследовании в печах. Строго адаптированная математическая модель позволяет с использованием компьютера проанализировать практически любое число вариантов, чего совершенно невозможно сделать при эмпирическом методе исследования, и выбрать оптимальные условия тепловой работы печей для нагрева того или иного металла. При создании моделей методических печей встречается ряд трудностей, связанных со сложностью протекающих процессов и с недостаточной изученностью многих из них.
Методическая печь состоит из нескольких зон, ни одну из которых нельзя рассматривать автономно. Даже первая по ходу газов — томильная зона находится в состоянии теплообмена с последующей сварочной зоной. Все зоны (кроме томильной) испытывают на себе влияние других зон не только в результате протекания процессов взаимного теплообмена, но и в результате перехода продуктов сгорания из предыдущей зоны в последующую. Недостаточная изученность процессов тепловыделения в пламени и теплоотдачи от пламени, усиленных влиянием приходящих из других зон продуктов сгорания, крайне затрудняет решение вопроса о температуре в каждой зоне, которая может изменяться не только по длине, но по ширине и высоте печи. Все это делает решение по выбору температуры весьма приближенным. Очень часто температуры в томильной и сварочных зонах принимаются постоянными.
В методических печах преобладающим (80%) является теплообмен излучением. Подавляющее большинство компонентов теплообмена излучением в рабочем пространстве печей имеет селективные радиационные свойства, которые должны быть учтены при расчете теплообмена, что также создает большие математические трудности.
В процессе нагрева металл подвергается окислению, причем по мере продвижения металла к торцу выдачи толщина слоя окалины увеличивается. Окалина представляет собой прежде всего значительное тепловое сопротивление: установлено, что перепад температуры в слое окалины достигает 100 С и более. Но этим влияние окалины на процесс нагрева не ограничивается. Окалина имеет отличные от металла радиационные свойства (спектральные степень черноты и поглощательную способность), что также оказывает влияние на теплообмен излучением.
В методических печах предприятий черной металлургии нагреву поддаются более двух с половиной тысяч различных марок сталей, каждая из которых характеризуется своими величинами теплопроводности и теплоемкости, зависящими от температуры. Это крайне усложняет математическую модель, для многочисленных марок сталей.
В соответствии с уравнением энергетического баланса существует три уровня потребления энергии. Первый уровень характеризуется эффективным поглощением тепла слябом в процессе нагрева, и составляет 60 % общей энергии. Во втором уровне нагрев происходит за счет сгорания топлива, составляя 20 - 30 %. Во время третьего уровня, тепло поглощается за счет излучения поверхности и других утечек энергии, обусловленных структурой печи. Таким образом, температура уходящих продуктов сгорания является переменной, контролирующей расход энергии.
Существуют два вида потерь энергии, причиной которых является уходящие продукты сгорания топлива и потери тепла, связанные с неполным сгоранием топлива. Следовательно, схема исследования сохранения энергии включает уменьшение температуры уходящих продуктов сгорания и повышение эффективности сгорания топлива.
Таким образом, нагревательные печи металлургии и машиностроения сегодня и в ближайшем будущем должны обеспечивать:
- высокую равномерность и стандартность нагрева изделий на основе управления процессами движения газов и сжигания топлива;
- глубокую утилизацию теплоты уходящих газов на уровне КИТ = 85- 90%, в частности с применением малогабаритных регенераторов для нагрева воздуха и, в случае необходимости, газообразного топлива с соблюдением экологических требований;
- минимальные потери теплоты на разогрев футеровки и через элементы конструкции печей в окружающую среду путем использования огнеупорных и теплоизоляционных волокнистых изделий;
- малоокислительный режим нагрева со снижением потерь металла в окалину до 0,5% массы нагреваемых изделий.
Актуальным научным направлением развития нагревательных печей является разработка новых горелочных устройств для объемного сжигания топлива с высокотемпературным воздухом, а также систем отопления нагревательных и термических печей с малогабаритными регенераторами.
Похожие работы
... тепловой нагрузки. Для перехода на дистанционное управление служит блок 14 (БРУ-У), соединенный через пускатель 75 (ПРБ-74) с двигателем 16 (МЭО 25/100), перемещающим P.O. III. Теплота сгорания топлива контролируется датчиком 17 (КГ-7093.01), корректирующий импульс формируется во вторичном приборе 18 (КГ-7093.02). Коррекция задания при изменении тепловой нагрузки осуществляется с помощью блока ...
... – расходомер; 5 – датчик температуры печи. 4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800 На листовых станах горячей прокатки в функции управляющей электронной вычислительной машины входят посадка и выдача слябов из нагревательных печей, регулирование теплового режима нагревательных печей, дистанционная перестройка черновых и чистовых клетей стана, ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
... площади пода печей определяют не через время нагрева, а используя величину напряжённости активного пода На. В этом случае Fа = Р/На, а длина печи La = Fa/B, где В – ширина печи. 4 Печи для термической обработки сортового проката. 4.1 Режимы термической обработки. Наиболее распространённым видом термической обработки сортового проката является отжиг с целью проведения полной фазовой ...
0 комментариев