Организация, содержание и цель учебно-производственной деятельности
Годовой план загрузки мастерской по названию ремонтных объектов
Требуемое количество обучаемых, для выполнения данных работ на рабочем месте
Расчёт отопления
Конструкторская часть
И 5 - индикаторы; 3 - плита; 4 - упор; 6 - разжимная оправка; 7 - призма;
Анализ дефектов
Правка шатунов
Расчет пластины на изгиб под действием силы затяжки болта
Требования безопасности при ТО и ремонте
Требования к организации рабочего места
Мероприятия по защите рабочих от опасных и вредных веществ
Пожар и его причины
Огнегасительные вещества и их свойства
Пожарная связь и сигнализация
Задачи учета
Инструкция по учёту техники
Экономическая часть
Навигация
И 5 - индикаторы; 3 - плита; 4 - упор; 6 - разжимная оправка; 7 - призма;
Приспособление для дефектации шатуна в кривошипно-шатунном механизме трактора
113266
знаков
16
таблиц
16
изображений
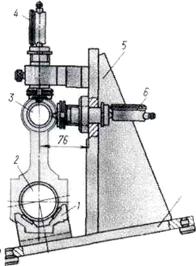
2 и 5 - индикаторы; 3 - плита; 4 - упор; 6 - разжимная оправка; 7 - призма;
8 и 10 - конусы оправки; 9 - разжимная втулка оправки.
Рисунок 1 - Приспособление для проверки шатуна на скрученность и изгиб
Призму 7 с индикаторами часового типа устанавливают на оправку 1 и передвигают ее до соприкосновения упора 4 призмы с плоскостью плиты 3 приспособления. В этом положении перемещают индикатор 2 до получения натяга на измерительном стержне в пределах 1,0... 1,5 оборота стрелки. Закрепляют индикатор и совмещают нулевое деление шкалы со стрелкой. Поворачивают призму на 180° и также устанавливают индикатор 5. В отверстие верхней головки шатуна с впрессованной втулкой вставляют разжимную втулку 9 закрепляют ее конусами 8 и 10. Шатун ставят на оправку, перемещают его до упора оправки в плиту 3 и закрепляют на оправке. Призму ставят на оправку 6 и при соприкосновении ее упоров с плитой 3 поочередно по отклонению стрелки от нулевого положения индикатора 2 определяют изгиб шатуна, а по отклонению стрелки индикатора 5 скрученность.
Шатуны, имеющие непараллельность, изгиб, или перекос, скручивание, верхней головки шатуна относительно нижней, выходящие за допустимые размеры, подлежат восстановлению или выбраковке. Править шатуны в холодном состоянии не рекомендуется, потому что такая правка не обеспечивает стабильных результатов. Допускается правка шатунов с подогревом стержня до температуры 450...600°С.
На специализированных моторемонтных предприятиях для проверки шатунов используют специальные оптические приборы или индикаторные приспособления типа 9570-157-1,(рисунок 2). Приспособление состоит из плиты 7 с призмой 1 и кронштейна 5, на котором расположены четыре индикатора часового типа. Два индикатора 4 установлены вертикально и два индикатора 6-горизонтально, так, что оси их взаимно перпендикулярны. В отверстия нижней и верхней головок проверяемого шатуна вставляют оправки
2 и 3, затем шатун укладывают оправкой 2 на призму 1 и оправкой 3 наклонно подводят к упору и измерительным стержням индикаторов. Разность в показаниях вертикальных индикаторов 4 отмечает изгиб шатуна, а разность в показаниях горизонтальных индикаторов 6 - его скрученность. Перед измерением индикаторы устанавливают по специальному эталону. Такое приспособление применимо для контроля только одного типоразмера шатуна. Допускаемая скрученность шатунов тракторных двигателей в пределах 0,05...0,08 мм, автомобильных - 0,04...0,06 мм на 100 мм длины, по оси оправки, вставленной в отверстие верхней головки шатуна, а допускаемый изгиб - 0,03... 0,05 мм для шатунов тракторных двигателей и 0,02...0,03 мм для автомобильных на 100 мм длины.
1 - призма; 2 и 3 - оправки; 4 и 6 - индикаторы; 5 - кронштейн; 7 - плита
Рисунок 2 - Приспособление 9570-157-1 для контроля геометрических параметров шатуна
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа и размеров шатуна. Перед восстановлением отверстий проверяют опорные поверхности под головки шатунных болтов и гайки, а также плоскости разъема.
Опорные поверхности крышки фрезеруют до выведения следов изнашивания на вертикально-фрезерном, а шатуна на горизонтально-фрезерном станках. При больших износах опорные поверхности наплавляют и фрезеруют под нормальный размер по высоте от плоскости разъема до опорной поверхности. Для закрепления крышки и шатуна при фрезеровании применяют специальные приспособления.
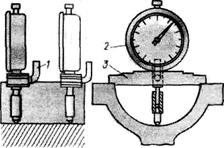
1 - стопорный винт; 2 - индикатор; 3 - плита
Рисунок 3 - Схема проверки параллельности плоскостей разъема шатуна индикаторным приспособлением
Смятые или изношенные плоскости разъема фрезеруют или шлифуют до выведения следов изнашивания и получения параллельности плоскостей с образующей отверстия. Параллельность проверяют индикаторным глубиномером или специальным приспособлением. Установив индикатору 2 небольшой натяг, закрепляют его стопорным винтом 7 и с помощью планки отмечают показания индикатора по концам плоскостей разъема крышки или шатуна. Непараллельность плоскостей разъема образующей отверстия допускается не более 0,02 мм на их длине.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки нормальным усилием затяжки и растачивают, а затем шлифуют под нормальный размер.
При незначительном изнашивании отверстия восстанавливают таким же способом. Плоскости разъема шлифуют, и отверстия под вкладыши обрабатывают под нормальный размер.
Если отверстия в шатунах под вкладыши изношены настолько, что с плоскостей разъема требуется снимать металла больше, чем указано, то отверстия восстанавливают наращиванием металла с последующей обработкой под нормальный размер.
Поверхности в отверстиях шатунов автомобильных двигателей наращивают железнением, шатунов тракторных двигателей марок СМД-14, Д-240
- наплавкой под слоем флюса, в среде углекислого газа и вибродуговой.
Перед растачиванием восстанавливают плоскости разъема и опорные поверхности под головки болтов и гайки.
Некоторые авторемонтные предприятия восстанавливают отверстия нижней головки шатуна с применением растяжки. В случае значительного износа отверстия с плоскостей крышки и шатуна снимают повышенный слой металла, а чтобы сохранить межосевое расстояние, шатун растягивают в специальном приспособлении. При растягивании стержень шатуна нагревают в электроиндукторе приспособления. Затем отверстие обрабатывают под нормальный размер. Растачивают отверстия нижних головок шатунов на расточных станках или токарных в специальных приспособлениях. После расточки шлифуют, а чаще хонингуют под нормальный размер. При хонинговании применяют приспособления, позволяющие обрабатывать сразу целый комплект шатунов.
Восстановленные отверстия нижней головки шатуна должны отвечать следующим требованиям: овальность и конусность не более 0,01 мм; смещение оси относительно плоскостей разъема не более ±0,3 мм; шероховатость поверхности не ниже 8-го класса.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов изнашивания и запрессовывают втулку увеличенного размера по наружному диаметру. Внутреннее отверстие втулки растачивают на расточных станках типа УРБ-ВП-М или на токарных с помощью специальных приспособлений. После расточки втулку раскатывают роликовыми раскатками на тех же станках. При растачивании оставляют припуск под раскатку 0,04...0,06 мм, чтобы обеспечить необходимый размер под палец. Процесс раскатки улучшает на два-три класса шероховатость поверхности и увеличивает прочность посадки втулки на 70...80%.
Изношенные втулки верхней головки шатуна, если позволяет конструкция, восстанавливают меднением наружной и внутренней поверхностей или осадкой.
Похожие работы
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...
0 комментариев