Навигация
Реализация схемы автоматизации технического процесса
14385
знаков
14
таблиц
3
изображения
Задание 1
Выбрать по справочной литературе необходимые приборы для реализации информационной цепи (датчик – преобразователь – контрольно-измерительный прибор) и управляющей цепи (регулятор – преобразователь, если необходим, – исполнительный механизм – регулирующий орган).
Дать краткое описание приборов и их параметров.
Приборы в цепи должны иметь согласованные параметры входные – и выходные сигналы, соответствовать уровню технологического параметра (информационная цепь) и мощности, требуемой для перемещения регулирующего органа в цепи управления.
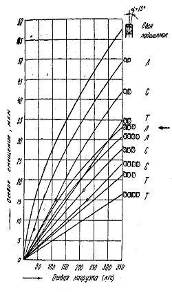
Если мощность выходного сигнала датчика или его преобразователя позволяет, то этот сигнал можно одновременно подать на вход контрольно-измерительного прибора (КИП) и регулятора. В обратном случае для подачи на вход регулятора информации о текущей величине регулируемого параметра необходимо установить отдельный датчик (например, двойную термопару). Обратить внимание на класс точности используемых в информационной цепи приборов и диапазон шкалы контрольно-измерительного прибора. Номинальная величина технологического параметра должна находиться в последней трети диапазона шкалы контрольно-измерительного прибора.
Составить:
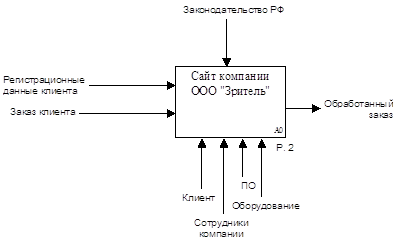
1. Структурную схему автоматизации.
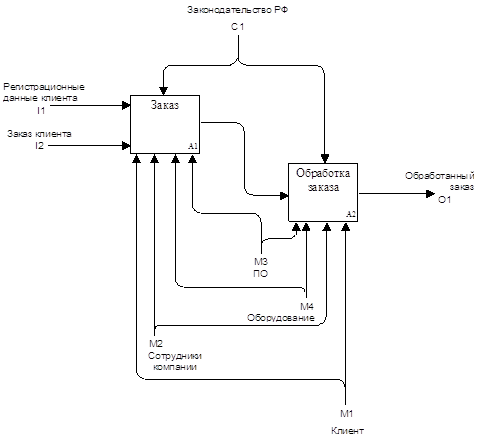
2. Функциональную схему автоматизации.
3. Спецификацию оборудования.
Исходные данные:
| Вариант – последняя цифра шифра | Технологический параметр и условие | Величина параметра | Регулирующий орган | Техническая характеристика рег. органа | Дополнительные требования к цепи приборов |
| 10 | Температура Среда щелочная | 300 0С | Поворотная заслонка | Момент равен 80 Нм | Приборы пневматические |
Датчик – преобразователь температуры.
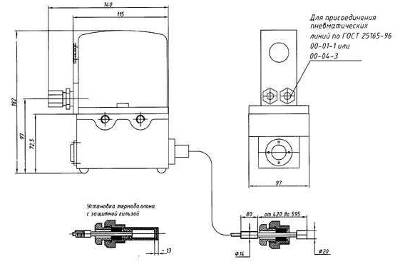
Преобразователи температуры с пневматическим выходным сигналом 13ТД731. Назначение
Предназначен для преобразования в унифицированный пневматический сигнал температуры жидких и газообразных агрессивных сред, в т.ч. в условиях АЭС.
2. Технические характеристики
| 1. Верхние пределы измерения: | +100…+400; |
| 2. Длина соединительного капилляра, м | 4 |
| 3. Длина погружения термобаллона, мм | 200 |
| 4. Классы точности | 0,6 |
| 5. Давление питания, кгс/см 2 | 1,4±0,14 |
| 6. Рабочий диапазон выходных | 0,2…1 |
| 7. Температура окружающей среды, °С | –50…+80 |
| 8. Относительная влажность, %, не более | 95 |
| 9. Давление измеряемой среды, | 64 без защитной гильзы |
| 10. Изготавливаются по | ТУ 25–7310.032–86 |
| 11. Габаритные размеры, мм | 182х140х97 |
Регулятор.
Приборы контроля пневматические с электрическим приводом диаграммы ПВ10.1Похожие работы
... Билетная система «Базис» Билетная система «Базис» представляет собой аппаратно-программный комплекс, выполняющий задачи по автоматизации всех основных процессов реализации билетов (в том числе через Интернет). Базис не только ведет учет денежных средств, вырученных с продажи билетов в зрелищных учреждениях, но и дает статическую информацию о динамике продаж и всевозможную необходимую отчетность. ...
... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
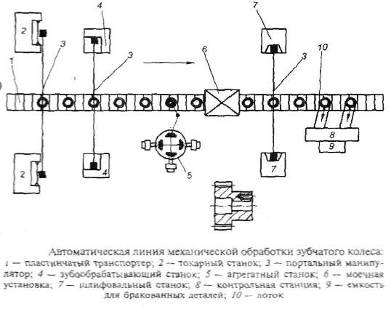

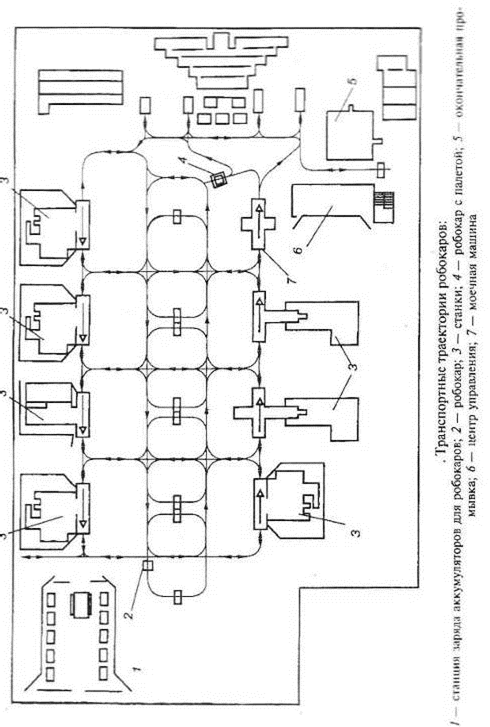

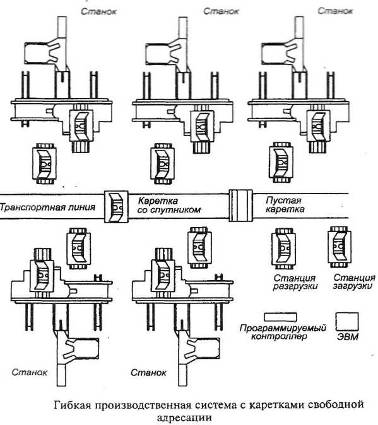
... маршруту транспортирования заготовок; • управление складом инструментов; • управление транспортировкой грузоединиц; • управление оборудованием технологического процесса; • управление складом готовых изделий. 2. По принципу реализации производственного процесса различают операции: • динамическое и статическое ведение состояния склада материала; • динамическое и статическое ...
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
0 комментариев