АНАЛИЗ ПРОЦЕССОВ И УСТРОЙСТВ ДЛЯ СБОРКИ И МОНТАЖА
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
Выбор оптимального варианта по производительности
Выбор технологического оборудования
Разработка маршрутно-операционной технологии
Лакирование. Лакировать печатную плату лаком ФП-525 ТУ 6-10-1553-78. Элементы поз. 11-13, 21, 26 от покрытия лаком предохранить
РАЗРАБОТКА ОСНАСТКИ ДЛЯ СБОРОЧНО-МОНТАЖНЫХ РАБОТ
Навигация
Разработка маршрутно-операционной технологии
Разработка технологического процесса сборки и монтажа блока стробоскопа
118205
знаков
14
таблиц
11
изображений
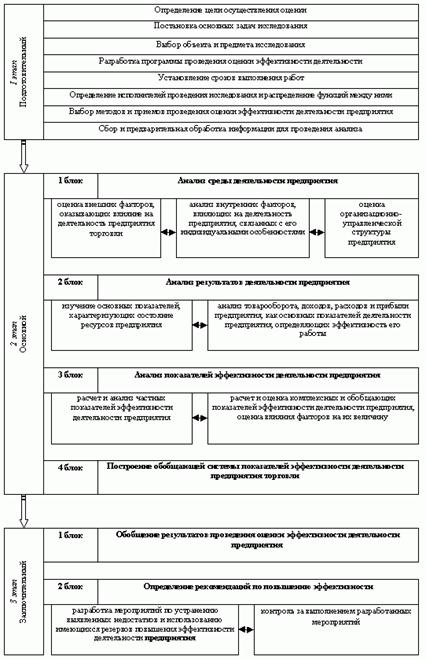
4.4 Разработка маршрутно-операционной технологии
После установления маршрута сборки и монтажа печатного узла дадим описание каждой операции с указанием технологического оснащения, режимов проведения и норм расхода материалов.
1. Расконсервация печатной платы.
Извлечь печатную плату из тары поставщика. Промыть печатную плату при помощи кисти от консервирующего покрытия в ванне со спирто-нефрасовой смесью.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) вытяжной шкаф 2Ш-ИЖ;
3) ванна цеховая 92.АЮР.53.003;
4) кисть КХФК №10 ТУ 17-15-07-89;
5) пинцет 92.7872-1374 ОСТ 92-3890-85;
6) тара АЮР 7877-4048.
Расход спирто-нефрасовой смеси: 0,001 л/плату ( площадь промывки S =4050мм2);
Расход кисти: 0,005 шт./плату.
Суммарное оперативное время Топ = 0,43 мин.
2. Входной контроль печатной платы: контролировать поверхность печатной платы визуально на отсутствие дефектов (отслоение дорожек, непротравы, расслоение диэлектрика). При наличии дефектов плату отложить в тару с надписью "Брак". Проверенную плату положить в тару АЮР 7877-4048.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) линза 4-х кратная ГОСТ 25076-83;
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,207 мин.
3. Распаковка и контроль ИЭТ. Извлечь ИЭТ из тары поставщика, произвести визуальный контроль на целостность корпусов и выводов, отсутствие внешних дефектов (вздутий, трещин, сколов). Годные элементы разложить в тару по типономиналу. Отбраковать поврежденные ИЭТ в тару с надписью "Брак".
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) тара АЮР 7877- 4048;
3) пинцет ППМ 120 РД 107.290.600.034-89;
4) линза 4-х кратная ГОСТ 25076-83;
5) тара АЮР 7877- 4048.
Суммарное оперативное время Топ = 0,43 мин.
4. Комплектование групп.
Комплектовать группы ИЭТ для сборки согласно спецификации КССТ.703132.010. Элементы укладываются в тару АЮР 7877-4048. Произвести доставку укомплектованных групп на рабочие места.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1,
2) пинцет ППМ 120 РД 107.290.600.034-89,
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,5 мин.
5. Обрезка и формовка выводов элементов. Установить ленту с элементами поз.: 3 в устройство формовки и обрезки выводов ТР6. Формовать выводы элемента поз.3. Повторить указанные действия для элементов поз.4, 5, 6, 7, 9, 10, 11, 12, 13, 14, 15, 16.
Средства технологического оснащения:
1) полуавтоматическое устройство ТР6;
2) стол монтажный СМ-З-10-AC-1;
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,782 мин
6. Установка ИЭТ, монтируемых в отверстия. Установить ИЭТ по заданной программе на автомате Siplase D2. Фиксация элементов осуществляется подгибкой выводов.
Средства технологического оснащения:
1) автомат Siplase D2;
2) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,1725 мин.
7. Контроль установки. Контролировать визуально правильность установки ИЭТ, монтируемых в отверстия. В случае обнаружения дефектов исправить с помощью пинцета ППМ 120 РД 107.290.600.034-89. В случае невозможности устранения дефектов плату отложить в тару АЮР 7877-4048 с надписью "Брак".
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) пинцет ППМ 120 РД 107.290.600.034-89;
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,207 мин.
8. Пайка волной припоя. Извлечь пачку плат с установленными на ней компонентами, монтируемыми в отверстия, из тары и установить их в каретку на ленте транспортера установки Master Wave. После пайки снять плату с конвейера печи и положить ее в тару. Поскольку в процессе пайки волной происходит испарение припоя, установка размещается в отдельном помещении, оборудованном вытяжкой.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ,
2) установка пайки волной припоя Master Wave;
3) тара АЮР7877-4048.
Режимы пайки: скорость движения ленты транспортера 1,0±0,15 м/мин, угол наклона ленты конвейера 5 °, температура припоя в ванне 210 °С.
Суммарное оперативное время Топ = 0,5мин.
9. Контроль пайки. Контролировать визуально качества пайки (отсутствие перемычек, мостиков из припоя, непропаев). Годные платы положить в тару. Дефектные платы отложить в тару АЮР 7877-4048 с надписью "Брак".
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) тара АЮР7877-4048.
Суммарное оперативное время Топ = 0,207 мин.
10. Установка светодиодов пинцетом. Установить светодиоды поз.15 с помощью пинцета. Фиксация светодиодов осуществляется подгибкой выводов.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) пинцет ППМ 120 РД 107.290.600.034-89;
3) тара АЮР7877-4048.
Суммарное оперативное время Топ = 2,67 мин.
11. Пайка паяльником. Извлечь плату из тары. Паять светодиоды поз.15. После пайки плату положить в тару.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ;
2) паяльник ЭПСН-25/36 ЯЛГК.681815.002 ТУ;
3) браслет заземляющий АЮР 7056-4002;
4) пинцет ППМ 120 РД 107.290.600.034-89;
5) тара АЮР7877-4048.
Суммарное оперативное время Топ = 0,522мин.
12. Отмывка. Отмыть печатную плату от остатков флюса.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ,
2) установка UNICLEAN II - 500;
3) тара АЮР7877-4048.
Температура: 60±10 °С. Частота УЗ генератора: 25 кГц.
Суммарное оперативное время Топ = 0,85 мин.
13. Маркирование. Маркировать согласно КССТ.703132.010 СБ дату изготовления и серийный номер. Дату изготовления и серийный номер печатать на принтере Т212М-С по заранее установленной программе на этикетке. Этикетку липкой стороной наклеить на печатную плату.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) принтер Т212М-С;
3) тара АЮР7877-4048.
Суммарное оперативное время Топ = 0,24 мин.
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
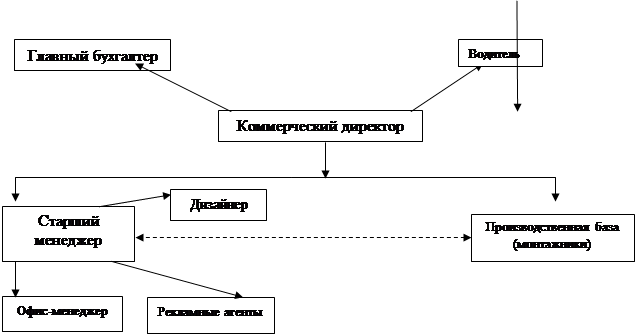
... анализ имеет важную научную и практическую значимость. Он дает более точное и полное определение внутрихозяйственных резервов для управления эффективностью деятельности предприятия. 3. Пути и способы улучшения управления эффективностью деятельности ООО «Навигатор» 3.1 Краткое описание проекта Цель проекта. Монтаж линии по производству и монтажу световых рекламных конструкций ТУ3612-014- ...
0 комментариев