Навигация
3. Технология производства
3.1. Описание технологического процесса
Производство предназначено для изготовления изделий, на основе термопластичного связующего - ПЭ и дисперсных наполнителей.
Процесс получения полимерных композиционных материалов (ПКМ) на основе ПЭ включает в себя следующие стадии:
-получение однородной композиции;
- гранулирование полученного ПКМ;
- формование изделий;
- механическая обработка изделий;
- упаковка готовой продукции;
- переработка отходов.
Все материалы, используемые в данном производстве, могут храниться при температуре производственного помещения и без каких-либо других ограничений.
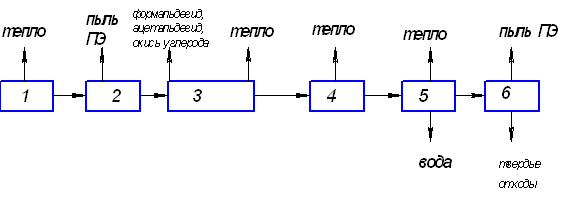
Технологическая схема процесса получения изделий из полиэтилена представлена на рис 6. Гранулированный ПЭ из бункера 2, дробленые отходы из бункера 1, измельченная БВ из бункера 3, через секторные дозаторы 5, а также ПЭС из емкости 4 через весовой мерник 6 по трубопроводам прямотеком поступают в смеситель 7 для предварительного перемешивания. Так как при введении в гранулированный полимер жидких компонентов вначале возможно слипание массы и прилипание ее к поверхности смесителя, то смешение проводят в лопастном смесителе. Продолжительность перемешивания 20 мин.
Наиболее равномерное распределение компонентов достигается при смешении полимеров в вязкотекучем состоянии, то есть при температурах выше температуры текучести, что особенно важно при больших степенях наполнения. Поэтому смесь через ленточные дозировочные весы 8 подаются в бункер червячного смесителя-гранулятора 9. В цилиндре червячного смесителя под влиянием тепла нагревателей и под воздействием вращательного движения червяка происходит смешение, пластикация и гомогенизация. Смешение происходит при температуре Т=120-180°С по зонам экструдера и давлении Р=8-10 МПа. Далее однородная масса продавливается через многогнездный мундштук в виде прутков диаметром 2-5 мм. На расстоянии 10-15 мм от торца мундштука, обеспечивающем частичное охлаждение прутков без их слипания, установлен многоножевой диск гранулятора с индивидуальным электродвигателем. Полученные гранулы в процессе транспортировки с помощью пневматического транспортирующего устройства 10 охлаждаются и подаются в литьевую машину 11 для формования готового изделия. Пластикация материала происходит в цилиндре литьевой машины, который имеет три зоны обогрева с автоматическими обогревателями электрического типа. Материал перерабатывается при температуре Т=180-210°С и давлении Р= 100 МПа.
Отформованные изделия из приемной тары 15 подаются на механообработку 12 для удаления облоя и литников. Готовые изделия упаковываются на упаковочном столе 13 и поступают на склад. Отходы, полученные в ходе механообработки, а также бракованные изделия перерабатываются на роторно-ножевых измельчителях серии ИНР 14, а затем добавляются к исходному сырью в количестве, не превышающем 15-20% по массе.
3.2.Основные параметры технологического процесса
Основные параметры технологического процесса представлены в таблице 7.
Таблица 7
| Стадии технологического процесса | Параметры технологического процесса |
| Предварительное перемешивание исходного ПЭ с ПЭС и БВ в лопастном смесителе | Продолжительность = 20 минут |
| Смешение и грануляция композиции в червячном смесителе-грануляторе | Температура Т = 120-180°С, давление Р = 8-10МПа |
| Литье под давлением | Температура Т = 180-210°С, давление Р= 100 МПа |
3.3 Материальный баланс
Для производства обойм, которые применяются для изоляции проводов компоненты берутся в следующем соотношении: 1:0,15:0,05:0,15 массовых частей (ПЭ:БВ:ПЭС:Отходы).
Следовательно в 1 тонне готовой продукции содержится:
| ПЭ: | 1,35 - 1000 х=740кг 1 - х; |
| БВ: | 1,35 - 1000 х=111кг 0,15 - х; |
| ПЭС: | 1,35 - 1000 х=38 кг 0,05 - х; |
| Отходы: | 1,35 - 1000 х=111 кг 0,15 - х. |
Потери ПЭ составляют 2,58%;
Потери БВ составляют 2%;
Потери ПЭС составляют 0,5%.
С учетом потерь:
ПЭ: 740/(1-0,0258)=760 кг;
БВ: 111/(1-0,02)=113 кг;
ПЭС: 38/(1-0,005)=38,2 кг.
С учетом потерь на 1 тонну готовой продукции необходимо: ПЭ=760 кг, БВ=113 кг, ПЭС=38,2 кг.
| Приход | Расход | ||
| ПЭ | 760 | Гот. Продукция | 1000 |
| БВ | 113 | Потери ПЭ | 20 |
| ПЭС | 38,2 | Потери БВ | 2 |
| Отходы | 111 | Потери ПЭС | 0,2 |
| Итого: | 1022,2 | Итого: | 1022,2 |
Невязка=0
Похожие работы
... ремонт или смазку машин при их работе, обязательная проверка неисправности оборудования перед началом работы на нем. [22,25] 2. Расчетная часть 2.1 Материальные расчеты Технологический процесс изготовления вкладыша-пустотообразователя состоит из ряда стадий, потери материала на которых составляют, % (масс): хранение и транспортировка - 5; литье изделий - 3; отделение литников - 3,8; ...
... каучука и/или сополимера бутадиена и акрилонитрила (1) или стирола (2). Используемый АБС содержит 1 и 2 в отношении от 15:85 до 60:40 [73]. Производство и применение ПБТ, его сополимеров и композиционных материалов на их основе Благодаря сочетанию физико-химических, механических и диэлектрических свойств и высокой скорости кристаллизации ПБТ широко используют для изготовления деталей ...
... Наименование источников информации, по которым проводился поиск Научно-техническая документация Патентная документация Способы изготовления полиэтиленовых труб Совершенствование технологии производства полиэтиленовых газопроводных труб для повышения качества продукции РФ МПК6 F16L 9/08 - 9/12 МПК7 B29D 23/00 Реферативный журнал «Химия. Технология полимерных материалов». ...
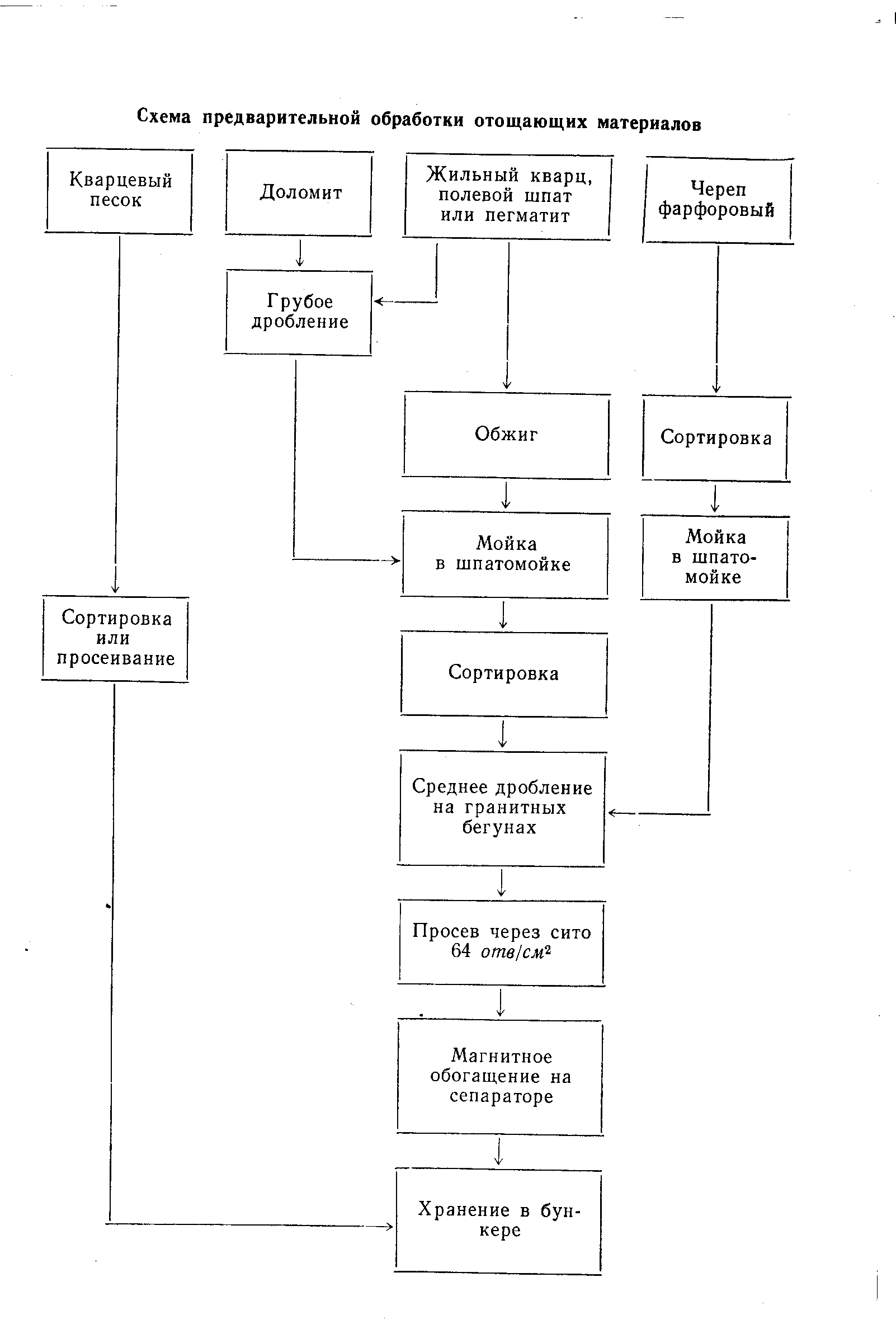
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
0 комментариев