Структура технологических операций. Дифференциация и концентрация операций. Последовательная и параллельная концентрация
Расчетно-аналитический метод
Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
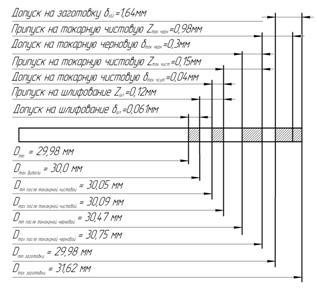
Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
Погрешность от неточности оборудования. Суммарная погрешность обработки
Технологическое обеспечение качества изделий машиностроения
Статистическая оценка точности обработки с помощью точечных диаграмм
Технология изготовления корпусных деталей
Сборка неподвижных неразъемных соединений
Навигация
Статистическая оценка точности обработки с помощью точечных диаграмм
Технология машиностроения
88085
знаков
1
таблица
16
изображений
25. Статистическая оценка точности обработки с помощью точечных диаграмм
Метод основан на построении точечных диаграмм, характеризующих изменение контролируемого параметра точности в процессе обработки партии заготовок. По оси абсцисс откладывают номера i обработанных деталей в той последовательности, как они сходят со станка. По оси ординат в виде точек откладывают измеренные значения параметра Li Второй разновидностью точечных диаграмм являются диаграммы, где по оси абсцисс откладывают номера N мгновенных выработок деталей. Мгновенная выработка имеет объем m =5...20 деталей. По оси ординат на каждой вертикали откладывают значения параметра Li для деталей, входящих в мгновенную выработку. По точечным диаграммам можно определить момент времени, когда параметр L будет выходить за заданные пределы и вовремя провести переналадку станка на настроечный размер.
Точностная диаграмма, представляющая несколько измененную точечную диаграмму, позволяет провести количественную оценку точности технологической операции. Для этого определяют и наносят на диаграмму величины мгновенных полей рассеяния отдельных выборок, средние значения Lcp в выборках, границы допустимых значений Lср параметра L, значение настроечного размера Lh. Анализ точностной диаграммы позволяет выявить изменение во времени случайных и систематических факторов.
Управление по входным факторам:
-повышение точности геометрических параметров заготовок
-стабилизацию физико - механических характеристик и химического состава материала заготовок
-повышение геометрической точности и жесткости технологического оборудования и оснастки
-повышение точности размерной настройки
-применение износостойких инструментальных материалов
-оптимизацию условий выполнения операции
Управление по выходным параметрам основано на контроле этих параметров, создании управляющего воздействия на величины входных факторов и подналадки станка. Подналадкой станка называется процесс восстановления первоначальной точности взаимного расположения инструмента и обрабатываемой заготовки, нарушенного в процессе обработки заготовок. Управление по возмущающим воздействиям основано на контроле таких величин, как упругие деформации элементов технологической системы, температура в зоне обработки, мощность резания или одновременно комплекса параметров и использовании обратной связи с входными факторами. Наиболее часто возмущающим воздействием, используемым для регулирования, являются упругие деформации элементов технологической системы. Адаптивные системы, разработанные профессором Балакшин Б.С. уменьшают влияние упругих деформации в направлении выполняемого размера на суммарную погрешность обработки за счет стабилизации соответствующей координатной составляющей усилия резания.
26. Размерный анализ
Размерный анализ технологических процессов изготовления деталей машин включает специальные способы выявления и фиксации связей размерных параметров детали при ее изготовлении, а также методы расчета этих параметров путем решения размерных цепей.
Размерная схема представляет собой специальный технологический документ, в котором графически представляются параметры и иллюстрируются изменения размерных параметров по мере выполнения тех. процесса. Размерные схемы подразделяют:
- схема линейных размеров
- схема диаметральных размеров
- комбинированные (для расчета корпусных деталей)
- схемы отклонений расположения (для расчета пространственных отклонений).
Используя размерную схему выявляют размерные цепи.
Размерные цепи - последовательный ряд взаимосвязанных линейных и угловых размеров, образующих замкнутый контур и отнесенных к одной детали или группе деталей. В размерных цепях один из размеров называется замыкающим, а остальные - составляющими.Различают линейные, угловые, плоскостные, пространственные размерные цепи.
Размерный анализ, выполняемый с помощью технологических операционных размерных цепей, позволяет решить задачи:
- обеспечить проектирование оптимального тех. процесса и минимально необходимое число тех. операций.
- установить научно обоснованные операционные размеры и тех. требования на всех операциях, что позволит спроектировать тех. процесс с минимальны ми корректировками.
- установить минимально необходимые припуски, размеры заготовки, повысить коэффициент использования материала заготовки.
Графическое изображение размерных цепей в виде замкнутого контура, образуемого последовательно примыкающими друг к другу размерами, называется схемой размерных цепей.
Уравнение размерной цепи - математическое выражение, устанавливающее взаимосвязь между замыкающим и составляющими звеньями отдельной размерной цепи, входящей в размерную схему
Проектная (прямая) задача позволяет определить при ее решении промежуточные операционные размеры исходной заготовки исходя из размеров детали и проектного тех. процесса.
Проверочная (обратная) задача позволяет провести размерный анализ действующего или спроектированного процесса
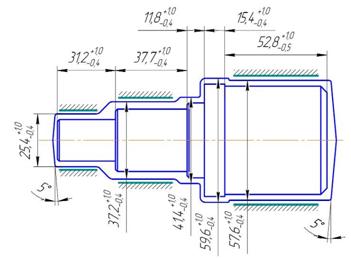
27.Типовой технологический процесс изготовления вала-шестерни для различных типов производства
К валам относят детали, образованные наружными и внутренними поверхностями вращения; имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наибольшему наружному диаметру более двух. Соответственно при 2 > L/D > 0,5-детали относят к втулкам, при L/D< 0.5 - к дискам. Валы предназначены для передачи крутящих моментов и монтажа на них различных деталей и механизмов. Если отношение длины вала к среднему диаметру L/D < 12, вал считают жестким, при L/D > 12 вал является нежестким.
План обработки детали типа вал
Заготовительная.
Для заготовок из проката: рубка прутка на прессе или резка прутка на фрезерно-отрезном или другом станке. Для заготовок, получаемых методом пластического деформирования, штамповать или ковать заготовку.
Правильная (применяется для проката).
Правка заготовки на прессе или другом оборудовании, В массовом производстве может производиться до отрезки заготовки. В этом случае правится весь пруток на правильно-калибровочном станке.
Термическая.
Улучшение, нормализация.
Подготовка технологических баз.
Обработка торцов и сверление центровых отверстий. В зависимости от типа производства операцию производят:
• в единичном производстве подрезку торцев и центрование на универсальных токарных станках последовательно за два установа с установкой заготовки по наружному диаметру в патроне;
• в серийном производстве подрезку торцев выполняют раздельно от центрования на продольно-фрезерных или горизонтально-фрезерных станках, а центрование - на одностороннем или двустороннем центровальном станке. Применяются фрезерно-центровальные полуавтоматы последовательного действия с установкой заготовки по наружному диаметру в призмы и базированием в осевом направлении по упору.
В крупносерийном и массовом производствах для обработки базовых поверхностей применяют фрезерно-центровальные полуавтоматы МР-71,..., МР-74, автоматы А981 и А982. Для обработки заготовку устанавливают в призмы, в осевом положении базируют по торцевой поверхности, расположенной предпочтительно по середине вала с целью равномерного распределения припуска по торцам
Токарная (черновая).
Производится точение наружных поверхностей (с припуском под чистовое точение) и канавок. Это обеспечивает получение точности 1Т12, шероховатости Ra=6.3. В зависимости от типа производства операцию выполняют:
•в единичном производстве на токарно-винторезных станках;
•в мелкосерийном - на универсальных токарных станках с гидросуппор тами и станках с ЧПУ;
•в серийном - на копировальных станках, горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ моделей 16К20ФЗ, 16К20Т1.02, 1716ПФЗО и других, работающих по полуавтоматическому циклу. Оснащенные 6- и 8-позиционными инструментальными головками с горизонтальной осью поворота или с магазином эти станки применяют для обработки заготовок со сложным ступенчатым и криволинейным профилем, включая нарезание резьб;
•в крупносерийном и массовом - на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Токарная (чистовая).
Аналогична приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность 1Т9...10, шероховатость Ra =3.2.
Фрезерная.
Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок.
Шпоночные пазы в зависимости от конструкции обрабатывают дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, пальцевой шпоночной фрезой (если паз глухой) на вертикально-фрезерных станках. Технологическая база - поверхности центровых отверстий или наружные цилиндрические поверхности вала. Шлицевые поверхности на валах чаще всего получают обкатыванием червячной фрезой на шлицефрезерных или зубофрезерных станках с установкой вала в центрах.
Шевинговальная. Шевинговать зубья. Операцию применяют для термообрабатываемых колес с целью уменьшения коробления зубьев, т.к. снимается поверхностный наклепанный слой после фрезерования. Повышает на единицу степень точности колеса.
Сверлильная. Сверление всевозможных отверстий.
Резьбонарезная.
На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках.
Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производства.
Наружные резьбы нарезают:
• в единичном и мелкосерийном производствах на токарно-винторезных
станках плашками, резьбовыми резцами или гребенками;
• в мелкосерийном и серийном производствах резьбы не выше 7-ой степени точности нарезают резьбовыми резцами, а резьбы 6-ой степени точности - резь бонарезными головками на револьверных и болторезных станках;
• в крупносерийном и массовом производствах - гребенчатой фрезой на резьбофрезерных станках или накатыванием.
Термическая.
Закалка объемная или местная согласно чертежу детали.
Исправление центровых отверстий (центрошлифовальная).
Перед шлифованием шеек вала центровые отверстия, которые являются технологической базой, подвергают исправлению путем шлифования конусным кругом на центрошлифовальном станке за два установа или притираются.
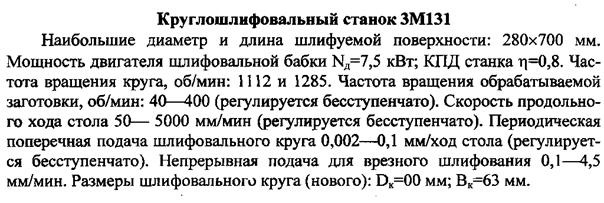
Шлифовальная.
Шейки вала шлифуют на круглошлифовальных или бесцентрово-шлифо-вальных станках.
Зубошлифовальная.
Моечная.
Контрольная
Нанесение антикоррозионного покрытия.
Похожие работы
... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...
... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
0 комментариев