Структура технологических операций. Дифференциация и концентрация операций. Последовательная и параллельная концентрация
Расчетно-аналитический метод
Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
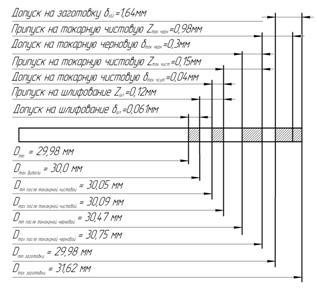
Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
Погрешность от неточности оборудования. Суммарная погрешность обработки
Технологическое обеспечение качества изделий машиностроения
Статистическая оценка точности обработки с помощью точечных диаграмм
Технология изготовления корпусных деталей
Сборка неподвижных неразъемных соединений
Навигация
Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
Технология машиностроения
88085
знаков
1
таблица
16
изображений
7. Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
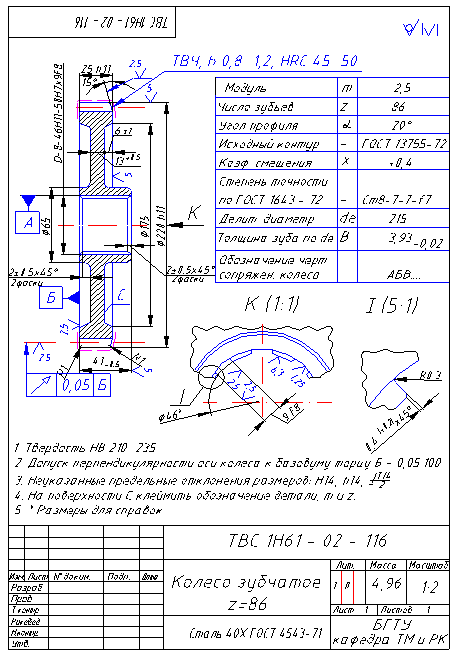
Под технологичностью конструкции изделия (ТКИ) понимается совокупность свойств конструкции, которые обеспечивают изготовление, ремонт, техническое обслуживание изделия с наименьшими затратами при заданном качестве и принятых условиях изготовления, техобслуживания и ремонта.
Отработка изделия на ТКИ представляет собой одну из наиболее сложных функций технологической подготовки производства. Обязательность отработки на ТКИ на всех стадиях устанавливается гос. стандартами.
Различают технологичность:
• Производственную;
• Эксплутационную;
• При техническом обслуживании;
• Ремонтную;
• Заготовки;
• Детали;
• Сборочной единицы;
• По процессу изготовления;
• По форме поверхности;
• По размерам;
• По материалам;
ТКИ - комплекс требований, содержащий показатели, характеризующие технологическую рациональность конструктивных решений. Их можно разделить на две группы: качественные и количественные характеристики. К качественным показателям относятся:
• Взаимозаменяемость узлов и деталей;
• Регулируемость конструкции;
• Контролепригодность;
• Инструментальная доступность;
К количественным показателям относятся:
• Основные - трудоемкость изделия, технологическая себестоимость, уровень технологичности по трудоемкости, уровень по себестоимости;
• Дополнительные - относительные трудоемкости видов работ, коэффициент взаимозаменяемости, материалоемкость, энергоемкость, коэффициенты унификации, стандартизации, точности, шероховатости, и т.д.
Приемы повышения ТКН:
• Максимальная унификация и стандартизация конструктивных элементов детали;
• Возможность применения методов получения заготовок с наименьшими затратами;
• Конструкция детали должна обеспечивать возможность применения типовых технологических процессов ее изготовления;
• Наличие конструктивных элементов, обеспечивающих нормальную работу режущего инструмента ( вход и выход);
• Конструкция должна обеспечивать повышенную жесткость детали, что обеспечивает ее обработку на повышенных режимах;
• Удобство установки заготовки при обработке ее поверхностей;
• Наличие конструктивных элементов, обеспечивающих автоматизацию заготовок на станках;
• Максимальное сокращение размеров обрабатываемых поверхностей;
• Возможность обработки наибольшего количества поверхностей с одного установа;
• Возможность одновременной обработки сразу нескольких поверхностей
• Возможность обработки на проход;
• Технические требования на чертеже не должны предусматривать, по возможности, особых методов и средств контроля.
8. Понятие производственного и технологического процессов (ТП). Виды ТП. Особенности проектирования группового ТП
Производственный процесс (ПП) - совокупность всех действий людей и орудий производства, необходимые на данном предприятии для изготовления или ремонта ваыпускаемых изделий.
Изделие - это любой предмет, подлежащий изготовлению на предприятии.
В зависимости от назначения изделия делят на изделия основного и вспомогательного производства.
Основное производство - выпускает изделия, предназначенные для реализации.
Вспомогательное производство - выпускает изделия, предназначенные для нужд основного производства.
Деталь- изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
Технологический процесс - часть производственного процесса б содержащая действия по изменению и последующему определению состояния предмета производства.
Технологические процессы изготовления изделий могут содержать составные части, различающиеся по методу исполнения:
• Формообразование;
• Обработка резанием;
• Термическая обработка;
• Сборка;
• Сварка;
• Электрохимическая и электрофизическая обработка;
• Окраска;
• Контроль качества продукции;
• Ремонт;
По целевому назначению разделяют на проектные, рабочие, перспективные и временные.
По степени универсальности бывают:
• Единичный технологический процесс - разрабатывается для изготовления или ремонта изделия конкретного наименования и типоразмера в определенных производственных условиях.
• Типовой технологический процесс — проектируют для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно - технологическими признаками.
• Групповой технологический процесс - предназначен для изготовления или ремонта группы изделий с общими технологическими признаками на специализированных рабочих местах.
Классификационными признаками группы являются общность технологического оборудования и обрабатываемых поверхностей. По подробности описания ТП могут быть:
• Маршрутные - содержат перечень операций с указанием средств технологического оснащения и технико-экономических показателей.
• Маршрутно-операционные — то же что маршрутные, но с подробной разработкой документов на отдельные технологические операции;
• Операционные - то же что маршрутные, но с подробной разработкой технологических документов на все операции технологического процесса.
Похожие работы
... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...
... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
0 комментариев